3-12kW
12-40kW
1.5-20kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
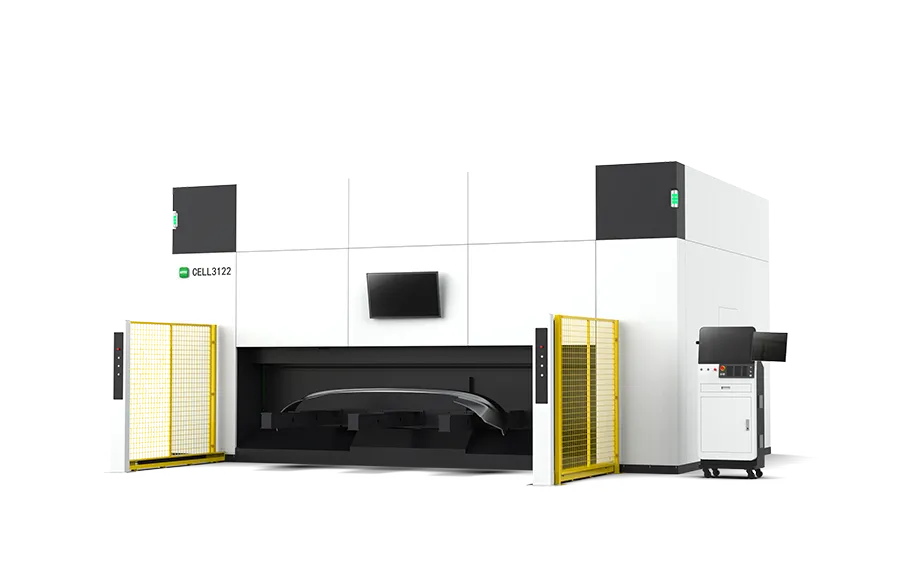
Vollständig schützende Hochgeschwindigkeits-Laserschneidmaschine für Bleche
All-in-One-Faserlaserschneidmaschine
Einzelplattform-Platten-Laserschneidmaschine
Hochgeschwindigkeits-Blechfaser-Laserschneidmaschine
Hochleistungs-Blech-Laserschneidmaschine
Vollschützende Faserlaser-Fasenschneidemaschine
Präzisions-Laserschneidmaschine für Bleche
Faserlaser-Schneidemaschine für Bodenschienenbleche
6-12KW
6-20kW
Hochgeschwindigkeits-Laserschneidmaschine für 3D-Fasenbearbeitung
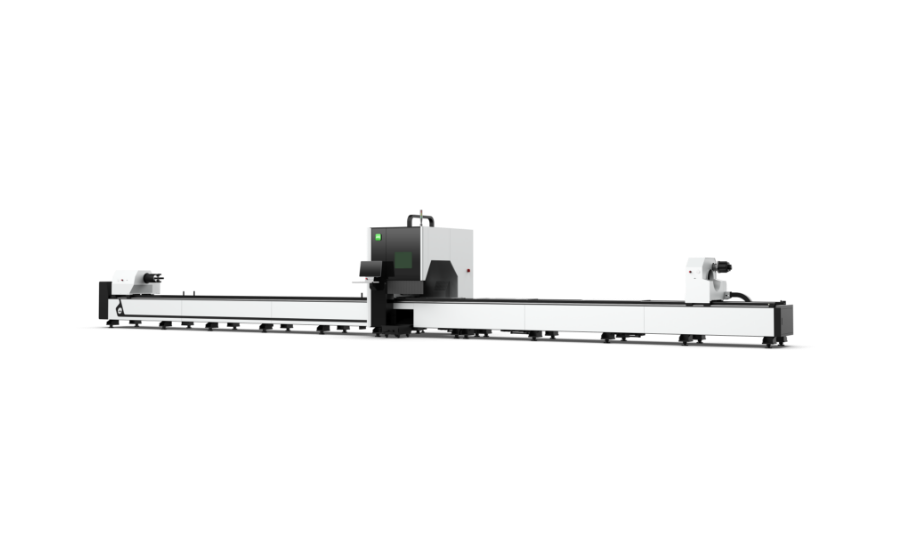
Hochgeschwindigkeits-Rohrlaserschneidmaschine
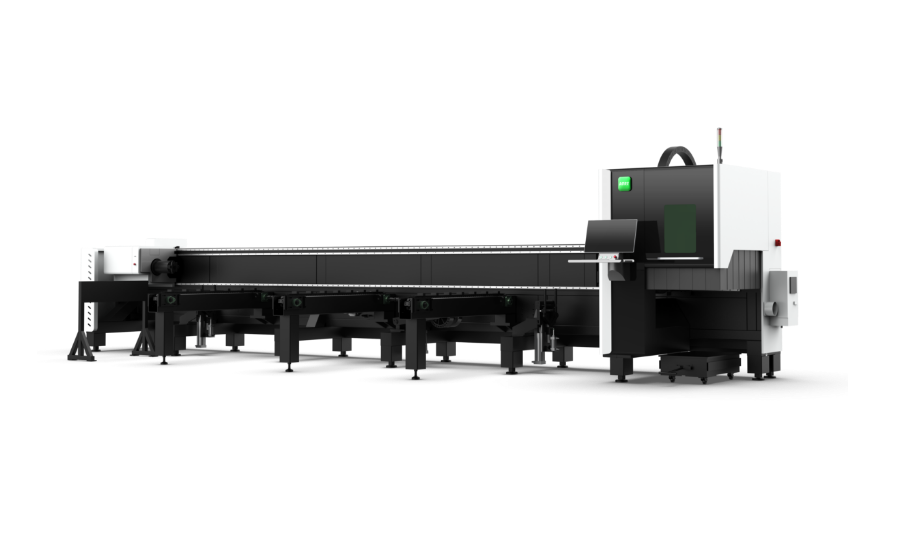
Effiziente Rohrfaserlaser-Schneidemaschine
Dreispindel-Laserschneidmaschine für hochfeste Rohre
Dreispannfutter-Rohrfaserlaser-Schneidemaschine
Hochleistungs-Faserlaser-Rohrschneidmaschine mit vier Spannfuttern
Hochgeschwindigkeits-Rohrfaserlaser-Schneidemaschine
Doppelplattform-Faserlaserschneidmaschine für Bleche und Rohre
Effiziente Faserlaserschneidmaschine für Bleche und Rohre
3D-Fünf-Achsen-Faserlaserschneidmaschine
1.5-6kW
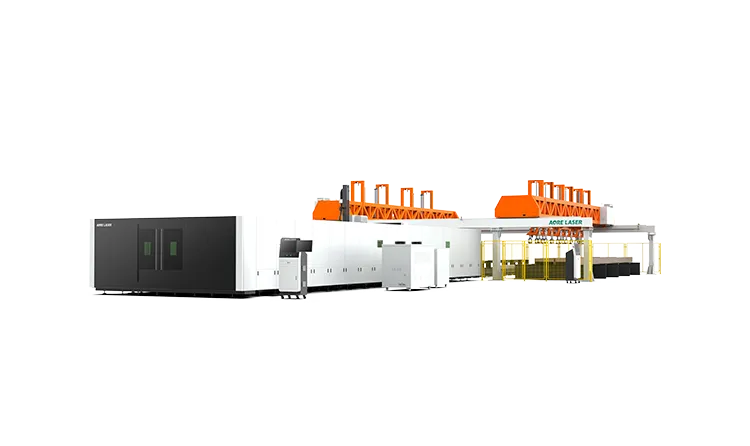
Automatisiertes Profilbe- und -entladesystem
Lagerbe-/-entlader für Bleche
Automatisches Blechladegerät
Automatische freitragende Blechladevorrichtung
Freitragende Blechladevorrichtung
Intelligente Blechproduktionslinie
Produktionslinie zum Coil-Laserschneiden
Intelligente Schweißstation
3kW
Wassergekühltes tragbares Laserschweißgerät
Wassergekühlte tragbare Laserreinigungsmaschine
* Name
* E-Mail
* Telefon oder WhatsApp
* Land
* Stadt
Unternehmen
* Schneidstoff
* Nachricht
In der realen Metallverarbeitungsproduktion stoßen viele Betriebe auf dieses Problem: Laserschneidmaschinen mit derselben Nennleistung von 12 kW liefern uneinheitliche Schnittergebnisse. Einige Betriebe erzielen hohe Ausbeuten und stabile Lieferzeiten, während andere mit häufigen Nacharbeiten und stetig steigenden Produktionskosten zu kämpfen haben.
In Wirklichkeit ging es nie nur um die Angabe der "Leistung".
Die tatsächliche Bearbeitungsqualität und Produktionseffizienz eines Laserschneiders hängen von der Gesamtleistung der Anlage, der Optimierung der Prozessparameter und dem täglichen Betriebsmanagement ab. Das Verständnis dieser Kernfaktoren hilft Unternehmen nicht nur, Fehlentscheidungen beim Anlagenkauf zu vermeiden, sondern ermöglicht auch die kontinuierliche Optimierung der Maschinenleistung im laufenden Produktionsbetrieb. Dies steigert letztendlich die Produktausbeute, verkürzt die Lieferzeiten und maximiert die Rentabilität der Anlage.
Beim Laserschneiden weisen verschiedene Laserquellenarten erhebliche Unterschiede in der Schnittgenauigkeit auf. Gängige Laserschneidmaschinen werden nach Lasertyp in CO₂-Laser-, Faserlaser- und Kristalllaser-Schneidanlagen unterteilt. Während CO₂-Laser bei Metallen weniger gute Ergebnisse erzielen, eignen sie sich hervorragend zum Schneiden von nichtmetallischen Werkstoffen wie Holz, Acryl und Kunststoffen und sind daher ideal für die Werbetechnik, die Textilindustrie und die Holzverarbeitung.
Faserlaser dominieren derzeit den Markt und bieten gegenüber herkömmlichen CO₂-Lasern deutliche Vorteile hinsichtlich elektrooptischer Umwandlungseffizienz, Wartungskosten und Stabilität. Sie ermöglichen eine Fokussierung auf einen kleineren Spotdurchmesser und eignen sich daher besser zum Schneiden von Metallen wie Stahl und Aluminium. In Branchen, die hohe Leistung und Präzision erfordern, wie der Automobil- und Luftfahrtindustrie, werden sie bevorzugt eingesetzt.
Die Qualität des Laserstrahls ist ein grundlegender Faktor für die Bearbeitungsgenauigkeit. Form, Spotgröße und Stabilität des Laserstrahls stehen in engem Zusammenhang mit der Genauigkeit. Im Allgemeinen führen kleinere Spotgrößen, feinere Strahlen und eine höhere Stabilität zu einer höheren Schnittpräzision.
Die Leistung eines CNC-Laserschneiders bestimmt die maximal bearbeitbare Materialstärke und die theoretische Schnittgeschwindigkeit. Leistungsstärkere Laser bieten in der Regel eine höhere Schnittkapazität für dickere Materialien, gehen jedoch oft mit geringerer Präzision einher. Bei hohen Leistungen ist die Energieverteilung und Wechselwirkung des Laserstrahls schwieriger präzise zu steuern. Daher bedeutet höhere Leistung nicht zwangsläufig höhere Gesamteffizienz. Wenn ein Unternehmen hauptsächlich dünne Bleche verarbeitet und dennoch unüberlegt eine Hochleistungslaserschneidmaschine auswählt, kann dies zu höherem Stromverbrauch, höheren Investitionskosten und komplexeren Wartungsanforderungen führen. Mit AORE erhalten Sie professionelle Leistungsempfehlungen basierend auf den tatsächlichen Materialstrukturen und Auftragsarten.
CNC-Programme (Computer Numerical Control) beeinflussen Schnittwege, Geschwindigkeiten und die Gesamtpräzision direkt. Schlecht optimierte CNC-Programme führen zu ineffizientem Schneiden, was wiederum schlechte Schnittkantenqualität, Überhitzung oder Materialverlust zur Folge hat. Überlegene Bewegungssteuerungsalgorithmen gewährleisten auch bei hohen Geschwindigkeiten eine gleichbleibende Präzision. Das AORE-System beinhaltet eine ausgereifte Prozessdatenbank und bietet Schulungsunterstützung, damit Kunden die optimalen Betriebsmethoden schnell erlernen.
Ein stabiler Rahmen minimiert Vibrationen und Verformungen bei Hochgeschwindigkeitsbewegungen. Unzureichende Präzision in Führungsbahnen und Getriebesystemen trägt direkt zu Maßabweichungen bei. Eine ungenügende Steifigkeit des Maschinentisches beim Metalllaserschneiden kann nach längerem Betrieb zu Genauigkeitsdrift führen. Dies beeinträchtigt nicht nur die Präzision einzelner Teile, sondern auch die Chargenkonsistenz, was die Kosten erhöht und potenziell den Ruf des Unternehmens schädigt. Glücklicherweise verwendet AORE in seiner mechanischen Konstruktion einen hochfesten, geschweißten Maschinentisch und unterzieht die Maschinen einer strengen Werkskalibrierung, um einen langfristig stabilen Betrieb zu gewährleisten.
Die während des Schneidprozesses eingestellten Parameter – wie Geschwindigkeit, Leistung und Fokus – beeinflussen die Schnittpräzision direkt. Falsche Einstellungen können zu Schlackenanhaftungen, rauen Querschnitten, Überbrand oder unvollständigem Durchbruch führen. Optimale Parameter verbessern nicht nur die Schnittqualität, sondern wirken sich auch positiv auf Energieverbrauch und Effizienz aus. AORE bietet eine umfassende Parameterbibliothek und Unterstützung bei der Fernoptimierung, damit Kunden schnellstmöglich optimale Ergebnisse erzielen.
Oberflächenöl, ungleichmäßige Reflexion oder Dickenschwankungen im Material können die Schnittgenauigkeit und -stabilität beeinträchtigen. Dickere Materialien erfordern eine höhere Leistung zum Schneiden, was die Genauigkeit mitunter verringern kann. Hochreflektierende Materialien wie Aluminium reflektieren den Laserstrahl, was zu Energieverlusten und ungleichmäßigen Schnitten führt. Dies erfordert eine Anpassung der Lasereinstellungen oder den Einsatz von Antireflexbeschichtungen.
Hilfsgase wie Sauerstoff, Stickstoff und Luft dienen beim Schneiden der Kühlung, der Schlackenabfuhr und der Durchführung chemischer Reaktionen. Die Art des Gases hat einen erheblichen Einfluss auf die Schnittqualität.
Stickstoff (N₂): Erzeugt saubere Querschnitte, ideal für Edelstahl.
Sauerstoff (O₂): Geeignet für Kohlenstoffstahl, bietet hohe Schnittgeschwindigkeiten, erzeugt aber eine Oxidschicht.
Luft: Kostengünstige Option, jedoch ist die Querschnittsqualität begrenzt.
Die Auswahl geeigneter Gase sorgt für ein ausgewogenes Verhältnis zwischen Qualität und Kosten.
Regelmäßige Kalibrierung und Wartung sind entscheidend für Präzision und gleichbleibende, stabile Ergebnisse. Gut kalibrierte und gewartete Maschinen liefern gleichmäßige, hochwertige Schnitte, minimieren den Nachbearbeitungsaufwand und verlängern die Lebensdauer der Anlagen. Vernachlässigte Wartung hingegen kann zu ungleichmäßigen Schnitten, erhöhtem Nachbearbeitungsaufwand und größeren Ausfallrisiken führen. AORE bietet Empfehlungen zur vorbeugenden Wartung und Fernwartung, um Kunden dabei zu helfen, langfristig eine optimale Anlagenleistung zu gewährleisten.
Umweltfaktoren wie Umgebungstemperatur und Luftfeuchtigkeit dürfen nicht außer Acht gelassen werden, da sie sowohl die Laserschneidmaschine als auch die zu schneidenden Materialien beeinflussen. Hohe Temperaturen können das Kühlsystem des Lasers beeinträchtigen, während hohe Luftfeuchtigkeit die Hilfsgase stören oder Kondensation an Spiegeln und Linsen verursachen und dadurch die Strahlqualität mindern kann.
In der Praxis herrscht in vielen Unternehmen der Irrglaube vor, die Schnittpräzision hänge ausschließlich von der Qualität der Maschinen ab. Dies trifft jedoch nicht zu. Selbst bei gleicher Schneidausrüstung können die Schnittergebnisse je nach Betriebsführung erheblich variieren. Eine gleichbleibende Schnittpräzision ist daher nicht nur eine technische Frage, sondern spiegelt auch die umfassenden Managementfähigkeiten eines Unternehmens wider. Im Folgenden werden einige Methoden zur Präzisionsoptimierung vorgestellt, die sich in der Praxis bewährt haben.
Es ist unerlässlich, die Einstellungen der Schneidemaschine jedes Mal neu zu kalibrieren, wenn das Material gewechselt wird. Selbst zwei scheinbar ähnliche Materialien können erhebliche Unterschiede in ihren Eigenschaften aufweisen.
Die korrekte Einstellung der Drehzahl der Metalllaserschneidmaschine ist entscheidend für die Präzision. Ist die Schnittgeschwindigkeit zu hoch, liefert der Laser möglicherweise nicht genügend Energie an das Material, was zu unvollständigen Mustern oder unzureichender Schnitttiefe führt.
Umgekehrt verlängern zu niedrige Schnittgeschwindigkeiten die Laserbelichtungszeit und erhöhen die Laserintensität. Die daraus resultierende Überhitzung kann das Werkstück beschädigen und die Bearbeitungsgenauigkeit erheblich verringern. Führen Sie daher vor der eigentlichen Gravur Tests an einer kleinen Materialprobe durch und passen Sie die Laserschneideinstellungen anhand der Ergebnisse an.
Die Arbeitsfläche hat einen erheblichen Einfluss auf die Schnittpräzision. Bei Projekten, die hohe Genauigkeit und enge Toleranzen erfordern, beeinträchtigt nichts die Endproduktqualität so sehr wie eine instabile Arbeitsfläche. Stellen Sie sich vor, die Arbeitsfläche wackelt während des Betriebs oder die Maschinenkonstruktion selbst ist instabil – egal wie präzise der Laserschneider ist oder wie gut die Parameter optimiert sind, die Schnittgenauigkeit des Endprodukts wird stark beeinträchtigt.
Nur wer die Schlüsselfaktoren des Laserschneidens beherrscht, kann Kosten und Qualität optimal kontrollieren. Um Qualität und Effizienz beim Laserschneiden zu steigern, müssen Ausrüstung, Prozesse und Management perfekt aufeinander abgestimmt sein. Das Verständnis dieser kritischen Punkte ermöglicht eine rationalere Geräteauswahl und ein effizienteres Produktionsmanagement. Für eine Beratung zur Auswahl kundenspezifischer Faserlaserschneidanlagen steht Ihnen das technische Team von AORE gerne zur Verfügung. Wir bieten Ihnen professionelle Unterstützung und auf Ihre individuellen Produktionsanforderungen zugeschnittene Lösungen.
1. Ist ein CO2-Laser besser als ein Faserlaser?
Das hängt von der Anwendung ab. CO₂-Laser eignen sich gut für nichtmetallische Werkstoffe wie Holz, Acryl und Kunststoffe. Faserlaser bieten eine höhere Leistung. Für die meisten Anwendungen in der Metallverarbeitung sind Faserlaser die gängigste Wahl.
2. Verschlechtert sich die Leistung von Lasern mit der Zeit?
Ja, die Leistung von Lasern nimmt mit der Zeit ab. Mit zunehmendem Alter der Glasfasern und Laserröhren sowie der Abnutzung optischer Komponenten verringern sich Ausgangsleistung, Effizienz und Strahlqualität. Daher ist es entscheidend, regelmäßige Wartungsarbeiten durchzuführen, für ausreichende Wärmeableitung zu sorgen, um Überhitzung zu vermeiden, und den Dauerbetrieb mit maximaler Leistung zu umgehen, um die Lebensdauer des Lasers zu verlängern.
3. Wie lange ist die Lebensdauer von Laserschneidgeräten?
Die Lebensdauer von Faserlasern kann bis zu 100.000 Stunden (etwa 10 bis 15 Jahre oder mehr) betragen. Durch sachgemäße Wartung lässt sich ihre Lebensdauer maximal verlängern. Obwohl der Laser selbst so lange halten kann, müssen mechanische Komponenten unter Umständen früher gewartet oder ausgetauscht werden.
4. Wie wählt man das Hilfsgas für eine Faserlaserschneidmaschine aus?
Die Auswahl von Hilfsgasen erfordert eine umfassende Berücksichtigung der Materialart, der Anforderungen an die Schnittqualität und der Kosten. Priorisieren Sie die Gasauswahl anhand der Materialeigenschaften und passen Sie diese anschließend an die Qualitätsanforderungen und wirtschaftlichen Faktoren an. Für konkrete Beratung wenden Sie sich bitte an die technischen Experten von AORE.
5. Wie lassen sich Grate beim Laserschneiden vermeiden?
Zur Lösung des Problems können folgende Maßnahmen ergriffen werden:
Passen Sie Schnittgeschwindigkeit und Leistung fein an, um die optimalen Einstellungen zu finden.
Ersetzen Sie das Schneidgas durch eine hochwertige Alternative.
Prüfen Sie, ob der Laser richtig fokussiert ist.
Aore Laser glänzt auf der AMW 2025 mit Premium-Schneidlösungen für den australischen Markt
AORE Laser präsentiert auf der SIMTOS 2026 seine fortschrittliche Laserschneidtechnologie
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.