3-12kW
12-40kW
1.5-20kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
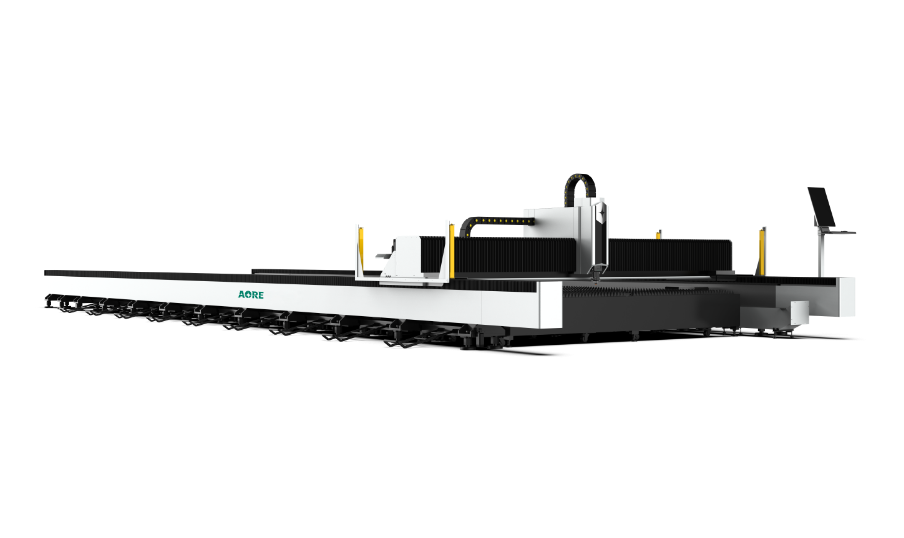
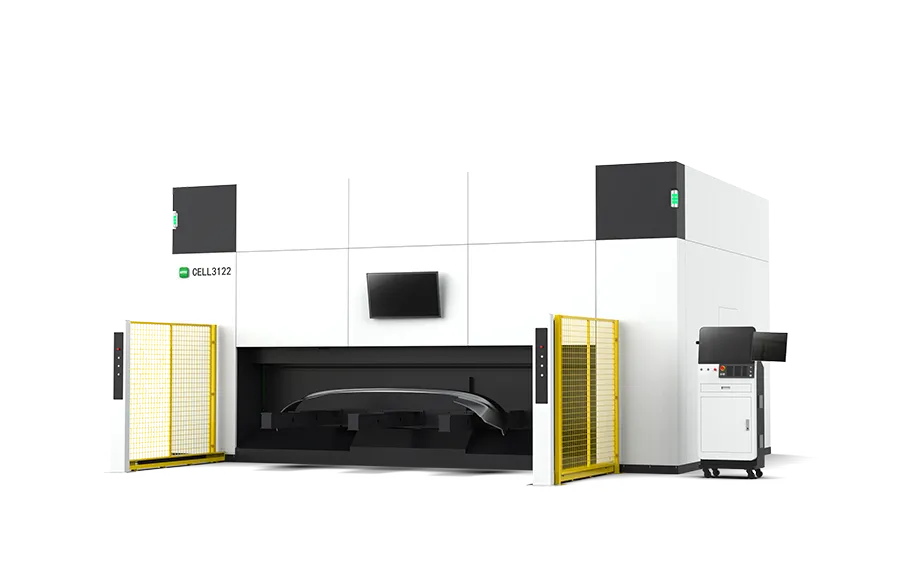
Vollständig schützende Hochgeschwindigkeits-Laserschneidmaschine für Bleche
All-in-One-Faserlaserschneidmaschine
Einzelplattform-Platten-Laserschneidmaschine
Hochgeschwindigkeits-Blechfaser-Laserschneidmaschine
Hochleistungs-Blech-Laserschneidmaschine
Vollschützende Faserlaser-Fasenschneidemaschine
Präzisions-Laserschneidmaschine für Bleche
Faserlaser-Schneidemaschine für Bodenschienenbleche
6-12KW
6-20kW
Hochgeschwindigkeits-Laserschneidmaschine für 3D-Fasenbearbeitung
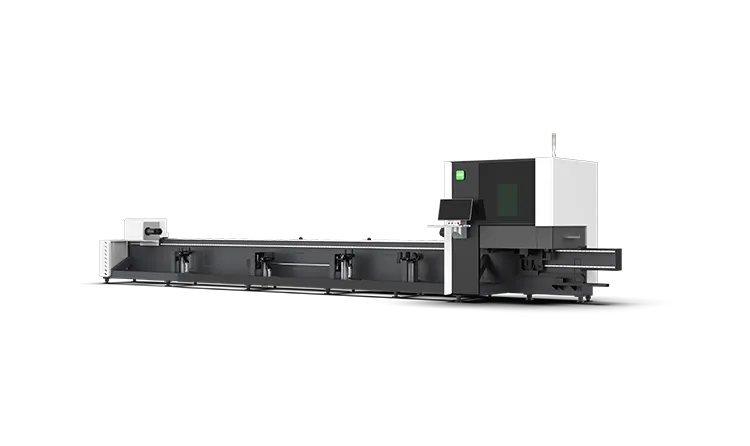
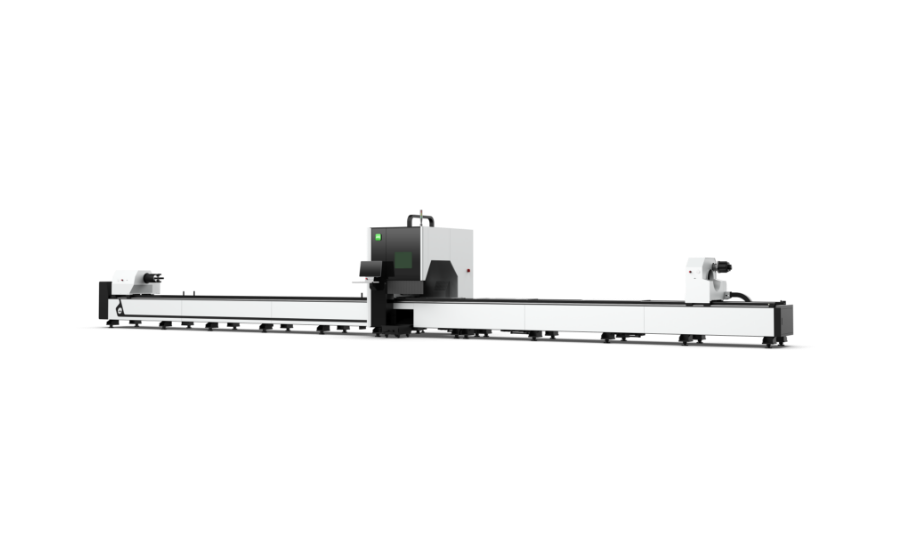
Hochgeschwindigkeits-Rohrlaserschneidmaschine
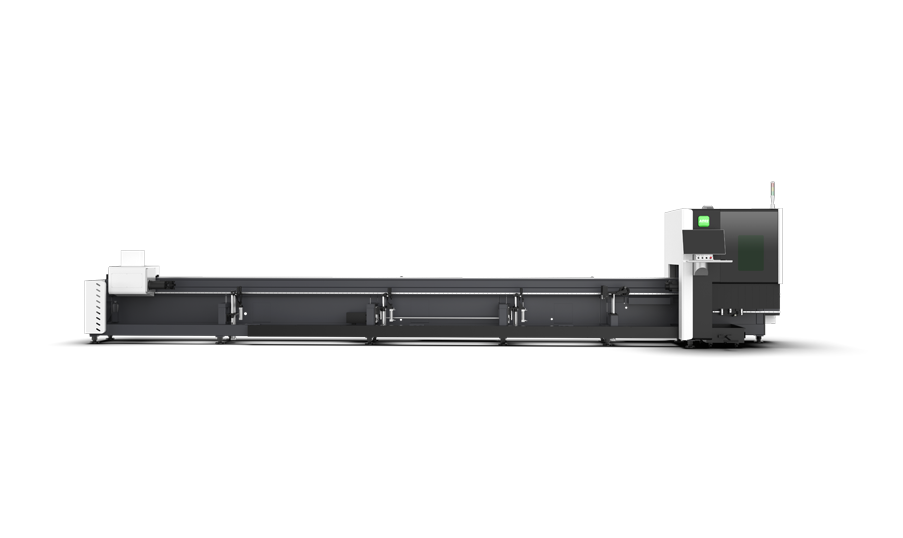
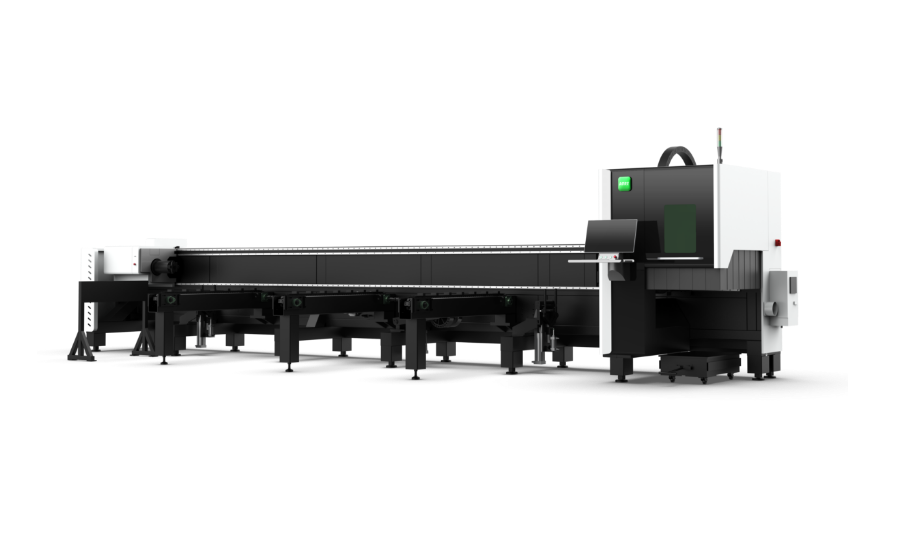
Effiziente Rohrfaserlaser-Schneidemaschine
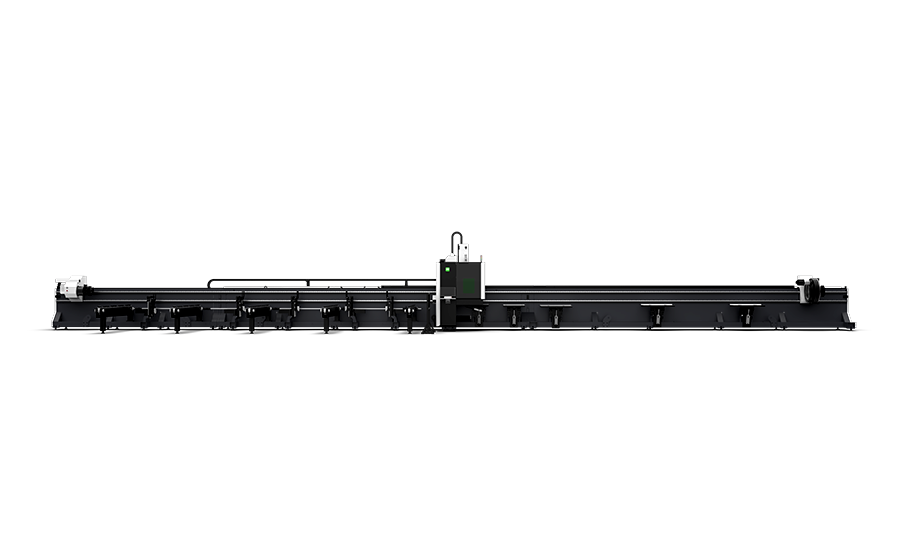
Dreispindel-Laserschneidmaschine für hochfeste Rohre
Dreispannfutter-Rohrfaserlaser-Schneidemaschine
Hochleistungs-Faserlaser-Rohrschneidmaschine mit vier Spannfuttern
Hochgeschwindigkeits-Rohrfaserlaser-Schneidemaschine
Doppelplattform-Faserlaserschneidmaschine für Bleche und Rohre
Effiziente Faserlaserschneidmaschine für Bleche und Rohre
3D-Fünf-Achsen-Faserlaserschneidmaschine
1.5-6kW
Automatisiertes Profilbe- und -entladesystem
Lagerbe-/-entlader für Bleche
Automatisches Blechladegerät
Automatische freitragende Blechladevorrichtung
Freitragende Blechladevorrichtung
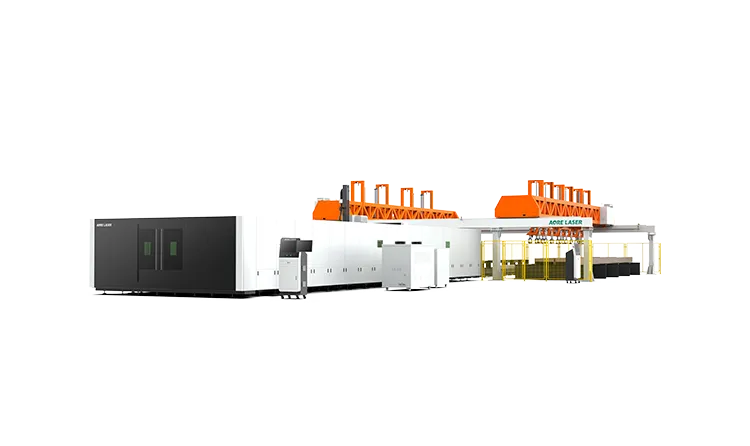
Intelligente Blechproduktionslinie
Produktionslinie zum Coil-Laserschneiden
Intelligente Schweißstation
3kW
Wassergekühltes tragbares Laserschweißgerät
Wassergekühlte tragbare Laserreinigungsmaschine
* Name
* E-Mail
* Telefon oder WhatsApp
* Land
* Stadt
Unternehmen
* Schneidstoff
* Nachricht
Viele Blechbearbeitungsbetriebe haben beim Schneiden von Edelstahl mit Problemen wie übermäßigen Graten, rauen Kanten, erheblichen thermischen Verformungen und geringen Schnittgeschwindigkeiten zu kämpfen. Diese Probleme erhöhen nicht nur die Kosten nachfolgender Schleifprozesse, sondern beeinträchtigen auch die Produktqualität und Lieferzeiten.
Wenn Sie diese Probleme lösen möchten, lesen Sie diesen Blogbeitrag. Sie erfahren, wie Sie mit einer Faserlaserschneidmaschine qualitativ hochwertigere Edelstahlschnitte erzielen .
Im Vergleich zum Schneiden von Kohlenstoffstahl stehen Laserschneidmaschinen beim Schneiden von Edelstahl vor deutlich größeren Herausforderungen, vor allem aufgrund der folgenden Eigenschaften:
Hohes Reflexionsvermögen: Im Vergleich zu gewöhnlichem Kohlenstoffstahl weist Edelstahl eine geringere Laserenergieabsorption auf und erfordert eine höhere Stabilität der Prozessparameter.
Hohe Wärmeleitfähigkeit: Edelstahl hat eine geringere Wärmeleitfähigkeit als Kohlenstoffstahl, daher sammelt sich die Wärme im Schnittbereich leichter an.
Hoher Schmelzpunkt und hohe Viskosität: Edelstahl hat einen Schmelzpunkt von ca. 1400–1500 °C und eine hohe Viskosität im geschmolzenen Zustand. Daher ist eine höhere Laserenergiedichte erforderlich, um das Material vollständig aufzuschmelzen und die Schlacke zu entfernen.
Einfluss von Legierungselementen: Edelstahl enthält Legierungselemente wie Chrom, Nickel und Molybdän. Bei hohen Temperaturen bilden diese Elemente hochschmelzende Oxide, was die Zerspanung erschwert und zu einer verminderten Schnittqualität führen kann.
Die Leistung der CNC-Laserschneidmaschine ist der entscheidende Faktor für die Schneidleistung und Effizienz beim Schneiden von Edelstahl. Unzureichende Leistung führt zu unvollständigem Durchdringen, geringen Schnittgeschwindigkeiten und verstärkter Gratbildung; zu hohe Leistung hingegen verursacht zu breite Schnittfugen, Kantenabtrag und Materialverformung.
Die Schnittgeschwindigkeit steht in engem Zusammenhang mit der Laserleistung; beide müssen präzise aufeinander abgestimmt sein, um optimale Schnittergebnisse zu erzielen.
Zu schnell: Dies kann zu unvollständigem Schneiden und unzureichendem Abblasen der Schlacke führen, wodurch Grate an der Unterseite entstehen.
Zu langsam: Dies kann zu übermäßigem Schmelzen des Materials, rauen Kanten, einer vergrößerten Wärmeeinflusszone und sogar zum Durchbrennen führen.
Das Hilfsgas spielt beim Schneiden von Edelstahl eine entscheidende Rolle; es entfernt nicht nur die Schlacke, sondern schützt auch die Schnittkanten vor Oxidation. Stickstoff und Sauerstoff sind gängige Hilfsgase für das Schneiden von Edelstahl, wobei sich ihre Schneidleistung und ihre geeigneten Anwendungsbereiche deutlich unterscheiden.
Jedes System hat seine eigenen Vor- und Nachteile und eignet sich für unterschiedliche Anwendungsfälle:
Für die meisten Anwendungen von Edelstahl, insbesondere solche, die eine hohe Oberflächengüte und Schweißbarkeit erfordern, ist das Stickstoffschneiden das bevorzugte Verfahren. Sauerstoffschneiden sollte nur zur Effizienzsteigerung bei Blechen mit einer Dicke von mehr als 12 mm in Betracht gezogen werden, wenn die Schnittkantenqualität keine entscheidende Rolle spielt.
Die Position des Laserfokus beeinflusst direkt die Energiedichteverteilung auf der Schnittfläche und ist einer der wichtigsten Parameter für die Bestimmung der Schnittqualität.
Beim Schneiden dünner Edelstahlbleche liegt der Fokus in der Regel an der Materialoberfläche oder etwas darüber, um eine schmale Schnittfuge und eine glatte Schnittfläche zu erzielen.
Beim Schneiden dicker Platten wird der Fokus oft innerhalb des Materials platziert, um die Breite der Schmelzzone zu erhöhen und die Abfuhrbedingungen für das geschmolzene Material zu verbessern.
Die Düse ist das am leichtesten zu übersehende, aber dennoch äußerst wichtige Verschleißteil beim Laserschneiden. Düsendurchmesser, Geometrie und Konzentrizität beeinflussen direkt die Stabilität des Gasstrahls und die Effizienz des Abtransports des geschmolzenen Materials.
Die Düse muss sauber gehalten und ihre Rundlaufgenauigkeit regelmäßig überprüft werden. Eine beschädigte oder verformte Düse kann zu turbulenten Gasströmungen führen, die die Schnittqualität erheblich beeinträchtigen, und muss daher umgehend ausgetauscht werden.
Die Qualität des Edelstahlmaterials selbst beeinflusst ebenfalls die Schneidergebnisse:
Oxidation, Ölflecken und Kratzer auf der Materialoberfläche verringern die Laserabsorption, was zu instabilem Schneiden führt.
Edelstahl verschiedener Hersteller oder Chargen kann in Zusammensetzung und Oberflächenbeschaffenheit variieren, was entsprechende Anpassungen der Schnittparameter erforderlich macht.
Eine unzureichende Ebenheit des Materials kann zu Verschiebungen des Brennpunkts führen und die Schnittkonsistenz beeinträchtigen.
Gratfreies Schneiden ist eines der Kernziele bei der Edelstahlverarbeitung; es macht nachfolgende Schleifvorgänge überflüssig und steigert die Produktionseffizienz erheblich. Um gratfreies Schneiden zu erreichen, ist eine umfassende Optimierung der folgenden Aspekte erforderlich:
Wählen Sie zunächst die passende Düsengröße und das passende Düsenmodell anhand der Edelstahlstärke. Verwenden Sie beim Schneiden von Edelstahl mit Stickstoff unbedingt eine einlagige Düse. Prüfen Sie außerdem vor dem Laserschneiden von Edelstahl, ob die Düse beschädigt ist und eine einwandfreie Rundung aufweist.
Das Schneiden mit Stickstoff erzeugt blanke, oxidations- und gratfreie Schnittkanten. Die Stickstoffreinheit sollte mindestens 99,99 % betragen, und der Druck ist entsprechend der Blechdicke anzupassen.
Grate entstehen oft durch ein Missverhältnis zwischen Leistung und Drehzahl.
Optimierungsprinzip: Die Drehzahl sollte bei Schlackenansammlungen am Boden angemessen erhöht werden. Sie sollte verringert werden, wenn der Schnitt nicht durchdringt. Parameteranpassungen sollten schrittweise erfolgen.
Bei Edelstahlblechen unterschiedlicher Dicke muss der optimale Brennpunkt durch Versuche ermittelt werden. Im Allgemeinen gilt: Je dicker das Blech, desto tiefer sollte der Brennpunkt eingestellt werden.
Wenn Sie mehr über die technischen Details des Edelstahl-Laserschneidens erfahren möchten oder Unterstützung bei der Auswahl der passenden Edelstahl- Laserschneidmaschine für Ihren Betrieb benötigen, kontaktieren Sie bitte umgehend das Expertenteam von AORE Laser. Wir bieten Ihnen kostenlose Prozesstests und maßgeschneiderte Lösungen für eine qualitativ hochwertigere und effizientere Edelstahlverarbeitung.
Frage 1: Welches Gas eignet sich am besten zum Schneiden von Edelstahl?
A1: Für die meisten Anwendungen ist Stickstoff die beste Wahl zum Schneiden von Edelstahl. Er erzeugt oxidationsfreie, blanke Schnittkanten, die ohne Nachbearbeitung sofort verschweißt werden können. Sauerstoff sollte nur zur Erhöhung der Schnittgeschwindigkeit bei Blechen mit einer Dicke von mehr als 12 mm und wenn die Optik keine entscheidende Rolle spielt, in Betracht gezogen werden.
Frage 2: Warum hat mein Edelstahl nach dem Schneiden immer Grate?
A2: Gratbildung ist das häufigste Problem beim Schneiden von Edelstahl. Die Hauptursachen sind: unzureichende Laserleistung, zu hohe Schnittgeschwindigkeit, zu niedriger Gasdruck, ein zu hoch liegender Fokuspunkt oder eine beschädigte Düse. Sie können die Parameter nacheinander in dieser Reihenfolge überprüfen und anpassen.
Frage 3: Kann man Edelstahl mit einem CO2-Laser schneiden?
A3: Ja, ein CO2-Laser kann Edelstahl schneiden, aber nur, wenn es sich um ein leistungsstarkes Industriesystem handelt, das mit Hochdruck-Hilfsgas ausgestattet ist.
Frage 4: Wie genau ist das Laserschneiden?
A4: Die Toleranzen betragen typischerweise ±0,15 mm, abhängig vom Material und der Dicke.
Aore Laser demonstriert Spitzenleistung auf der Deutschen Metallbearbeitungsmesse
Pakistan Industrial Expo 2024 erfolgreich abgeschlossen
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.