3-12kW
12-40kW
1.5-20kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
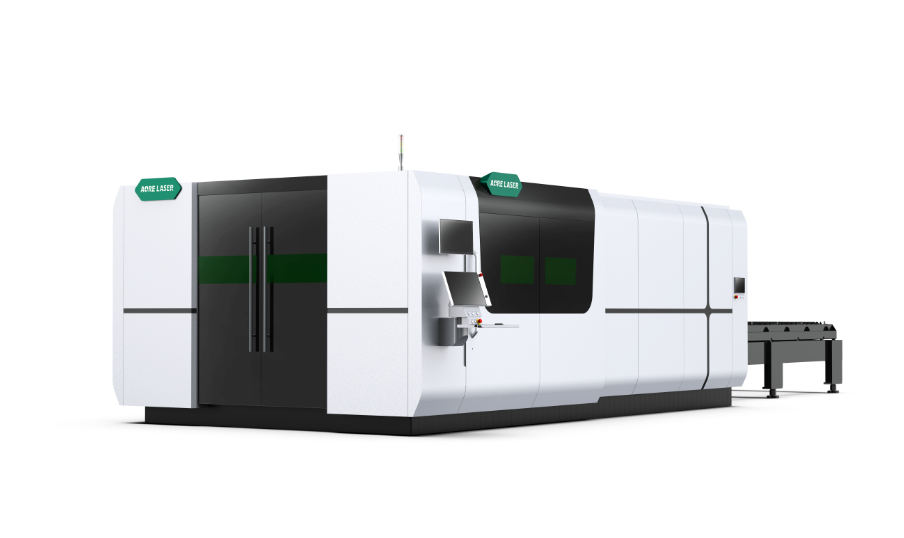
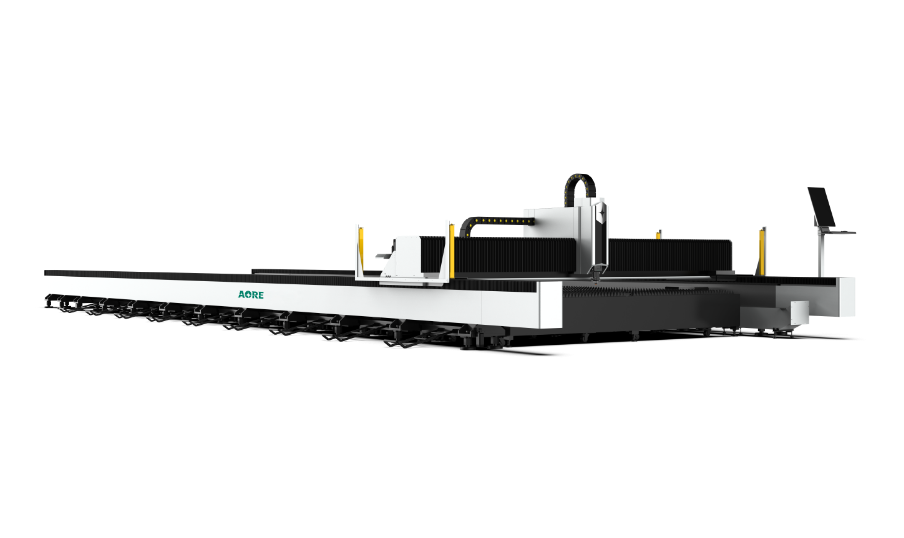
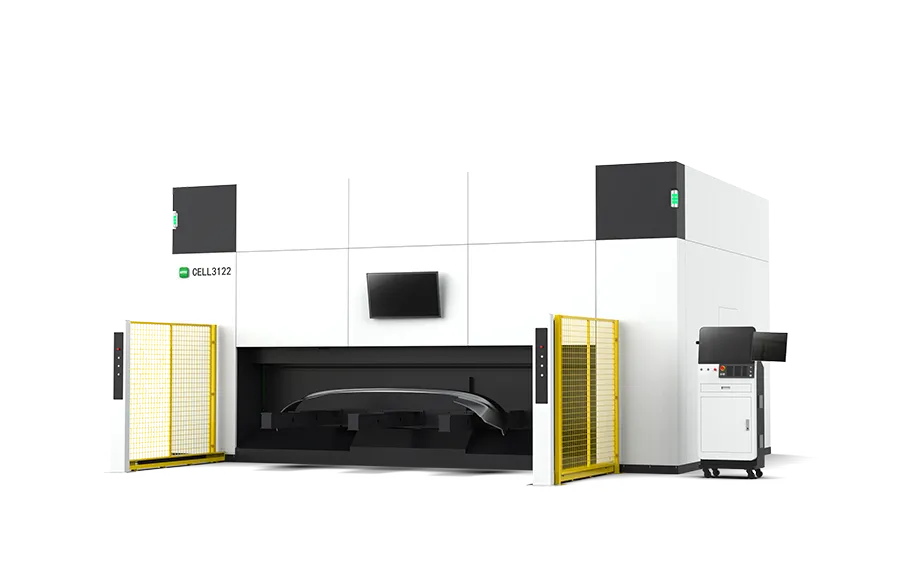
Vollständig schützende Hochgeschwindigkeits-Laserschneidmaschine für Bleche
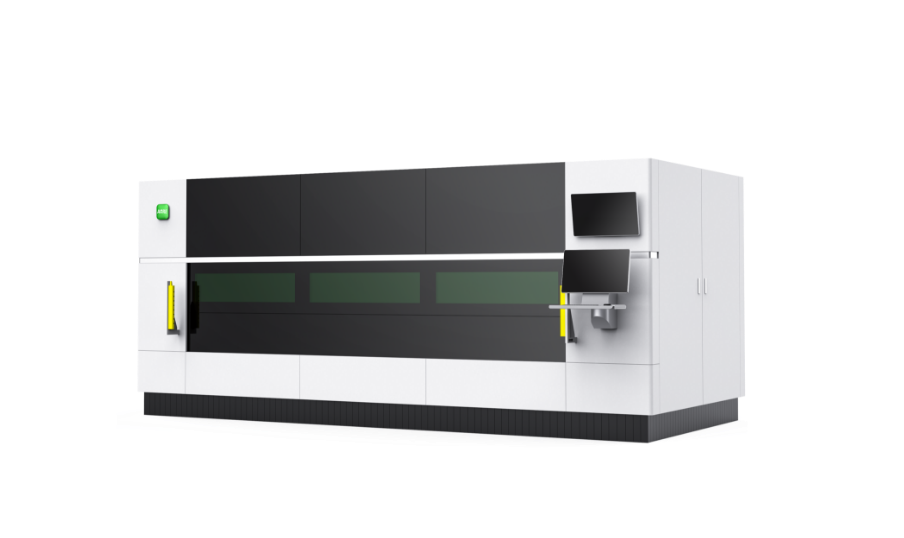
All-in-One-Faserlaserschneidmaschine
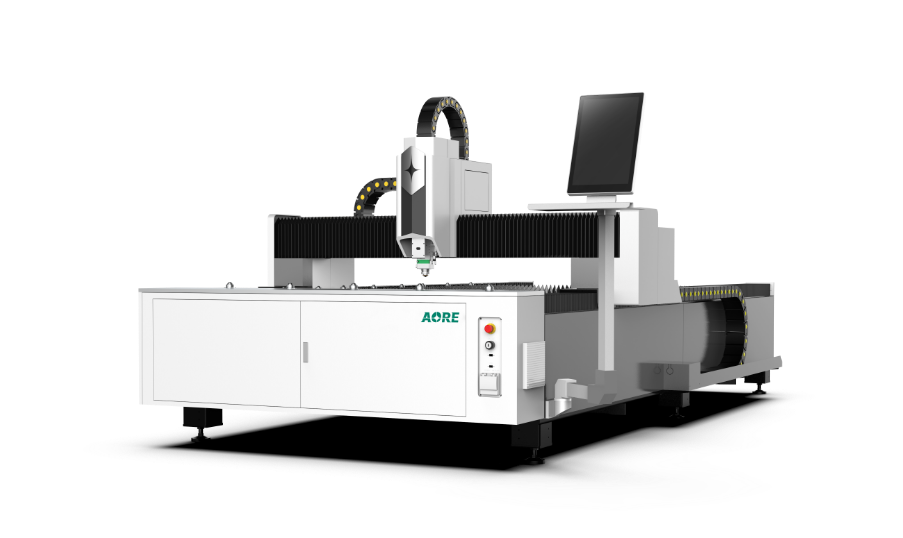
Einzelplattform-Platten-Laserschneidmaschine
Hochgeschwindigkeits-Blechfaser-Laserschneidmaschine
Hochleistungs-Blech-Laserschneidmaschine
Vollschützende Faserlaser-Fasenschneidemaschine
Präzisions-Laserschneidmaschine für Bleche
Faserlaser-Schneidemaschine für Bodenschienenbleche
6-12KW
6-20kW
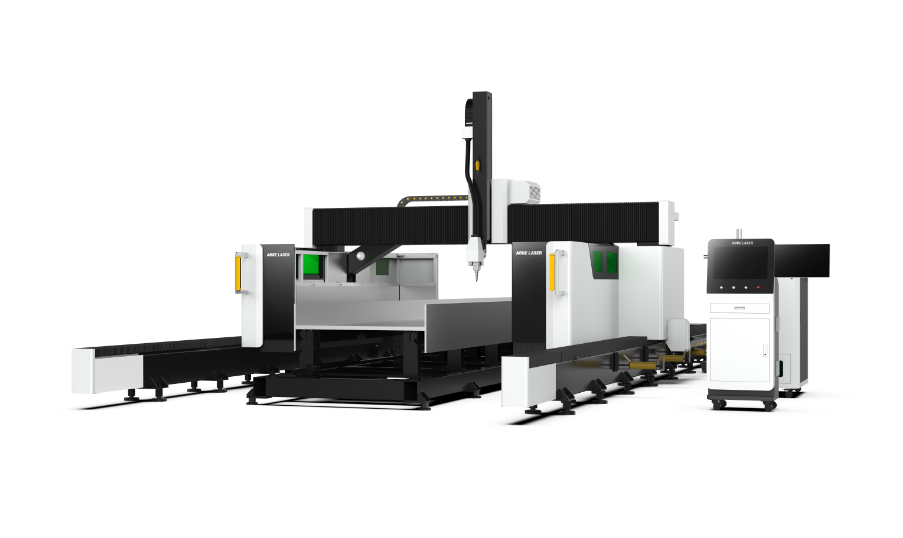
Hochgeschwindigkeits-Laserschneidmaschine für 3D-Fasenbearbeitung
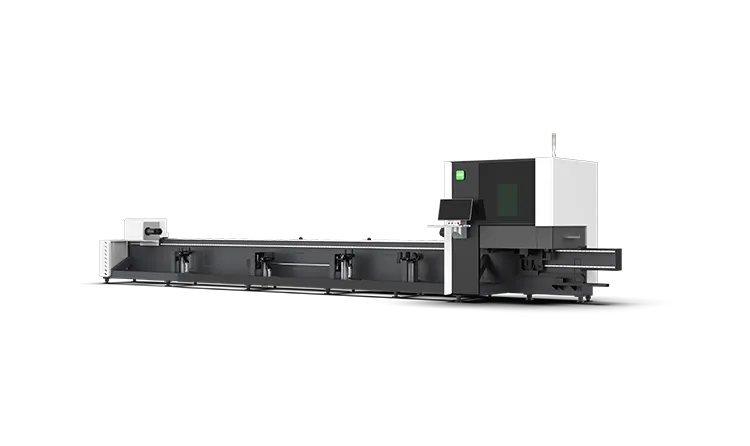
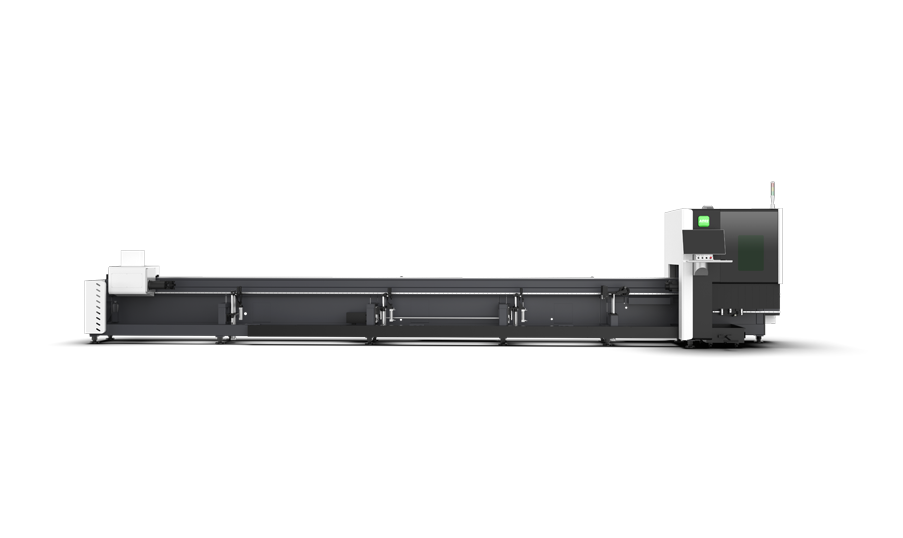
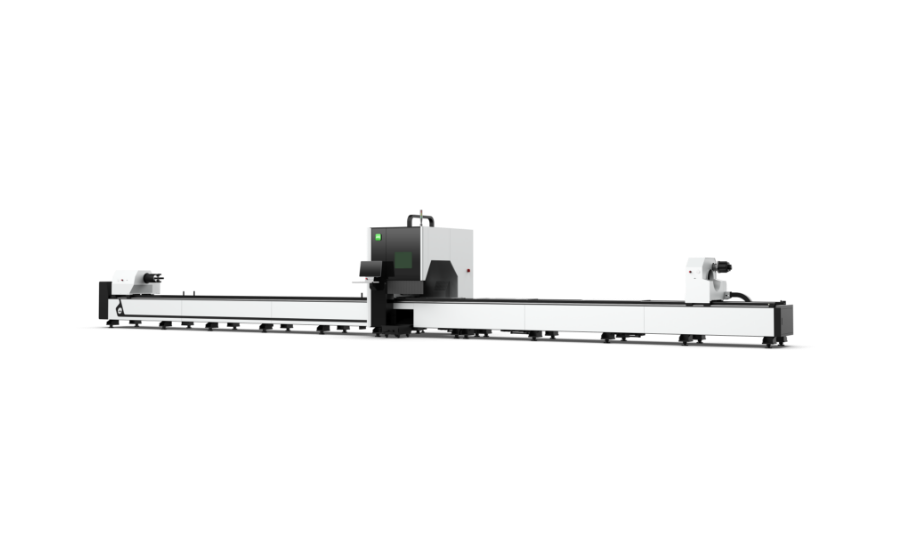
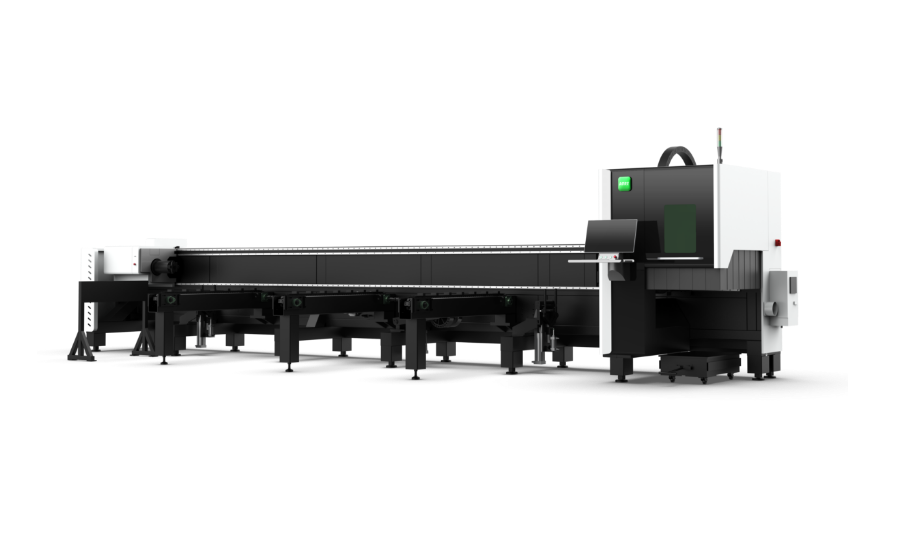
Hochgeschwindigkeits-Rohrlaserschneidmaschine
Effiziente Rohrfaserlaser-Schneidemaschine
Dreispindel-Laserschneidmaschine für hochfeste Rohre
Dreispannfutter-Rohrfaserlaser-Schneidemaschine
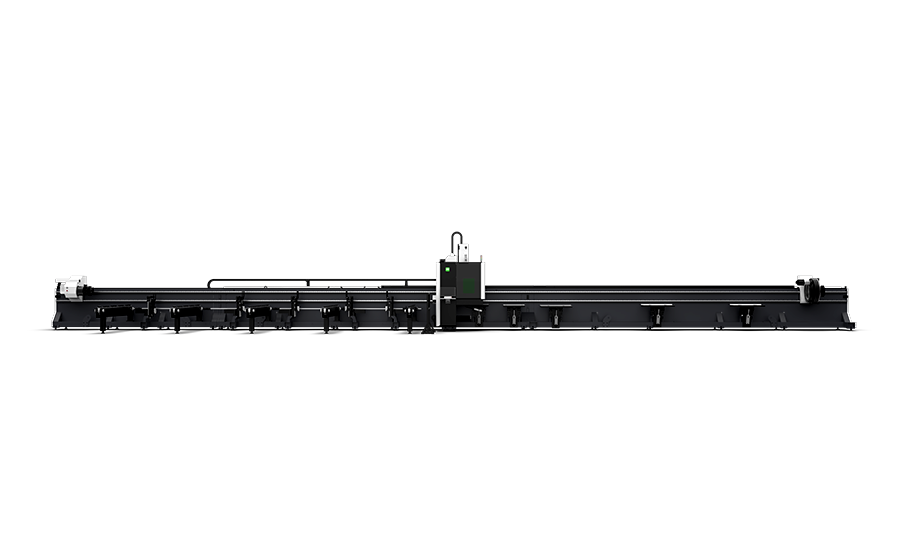
Hochleistungs-Faserlaser-Rohrschneidmaschine mit vier Spannfuttern
Hochgeschwindigkeits-Rohrfaserlaser-Schneidemaschine
Doppelplattform-Faserlaserschneidmaschine für Bleche und Rohre
Effiziente Faserlaserschneidmaschine für Bleche und Rohre
3D-Fünf-Achsen-Faserlaserschneidmaschine
1.5-6kW
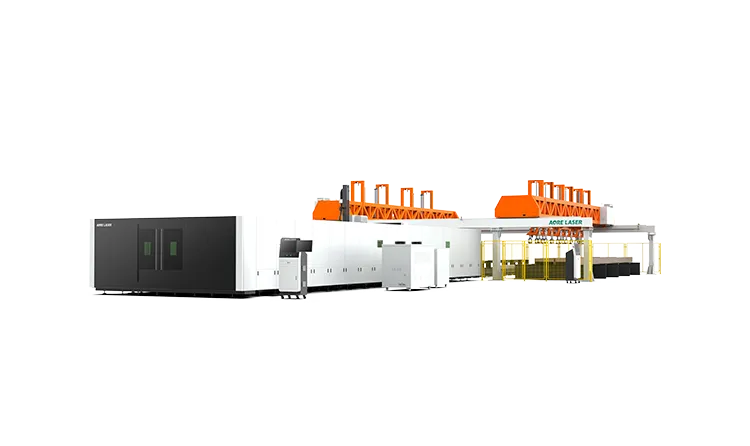
Automatisiertes Profilbe- und -entladesystem
Lagerbe-/-entlader für Bleche
Automatisches Blechladegerät
Automatische freitragende Blechladevorrichtung
Freitragende Blechladevorrichtung
Intelligente Blechproduktionslinie
Produktionslinie zum Coil-Laserschneiden
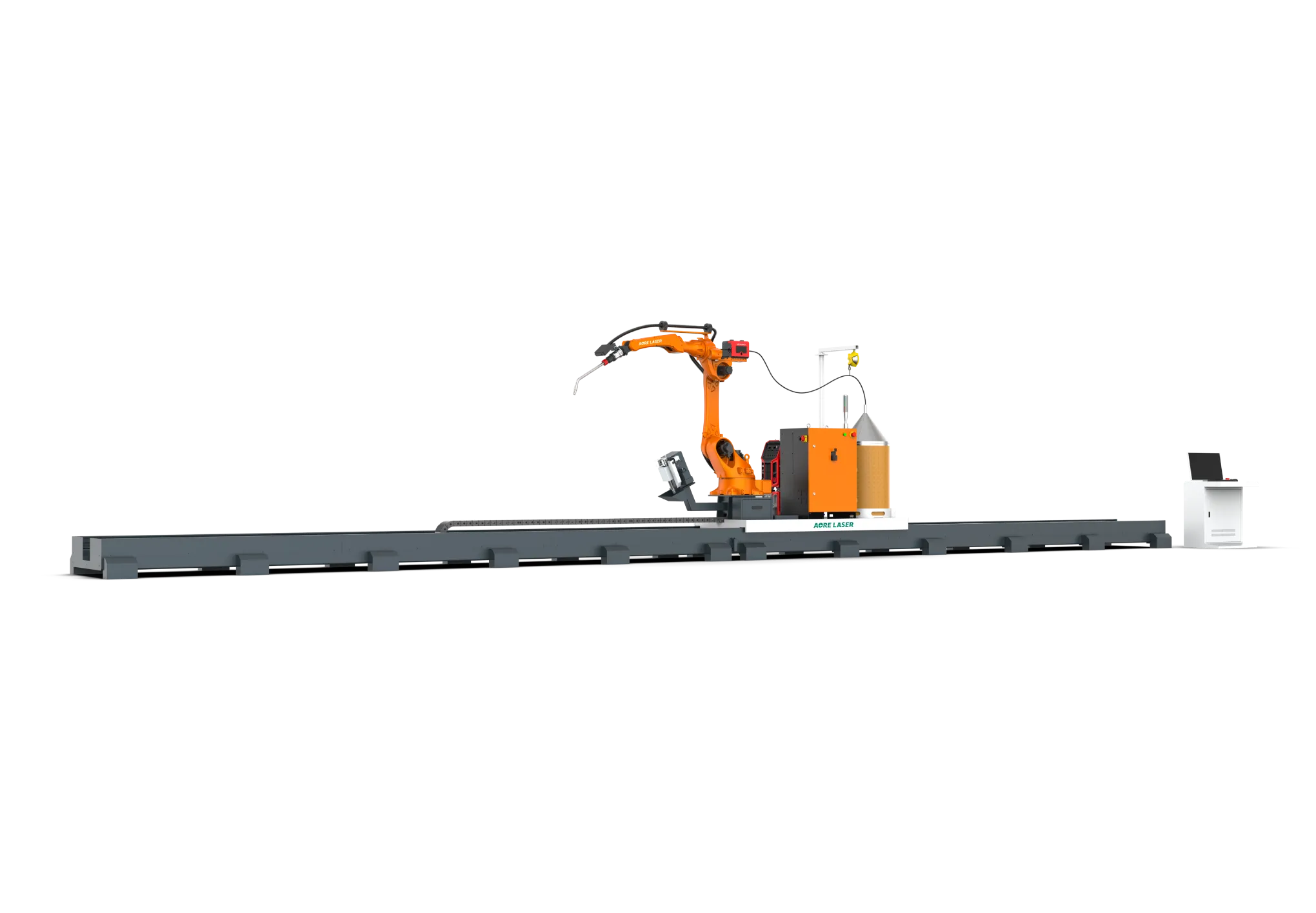
Intelligente Schweißstation
3kW
Wassergekühltes tragbares Laserschweißgerät
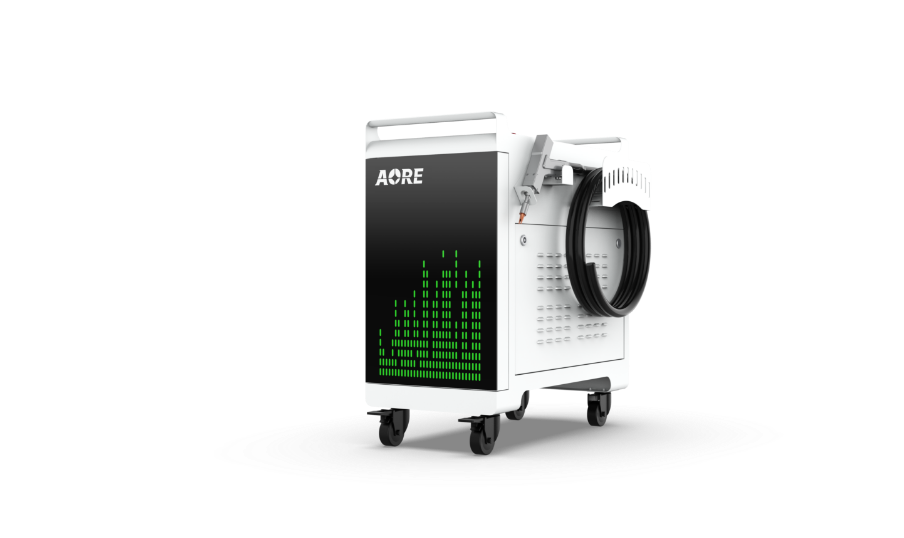
Wassergekühlte tragbare Laserreinigungsmaschine
* Name
* E-Mail
* Telefon oder WhatsApp
* Land
* Stadt
Unternehmen
* Schneidstoff
* Nachricht
In der modernen Metallverarbeitung findet die Bearbeitung dünner Bleche in verschiedenen Bereichen breite Anwendung, beispielsweise bei Schaltschränken, Gerätegehäusen, Metallmöbeln und Automobilteilen. Obwohl dünne Bleche relativ dünn sind, sind die Anforderungen an die Bearbeitung nicht weniger hoch. Hohe Standards gelten für Schnittgenauigkeit, Kontrolle der Wärmeeinflusszone und Produktionseffizienz. Wird das Schneidverfahren falsch gewählt, können leicht Probleme wie Blechverformung, raue Schnittkanten oder starke Schlackenbildung auftreten, was die Folgekosten erhöht.
Die beiden gängigsten Bearbeitungsverfahren sind derzeit das Faserlaserschneiden und das Plasmaschneiden. Diese unterscheiden sich deutlich hinsichtlich Schnittqualität, Bearbeitungsgeschwindigkeit, Betriebskosten und Materialverträglichkeit. Dieser Artikel vergleicht die beiden Technologien systematisch anhand mehrerer wichtiger Kriterien und dient Bearbeitungsunternehmen als Orientierungshilfe bei der Geräteauswahl.
Laserschneiden ist ein hochpräzises thermisches Bearbeitungsverfahren. Beim Faserlaserschneiden wird ein hochenergetischer Laserstrahl durch eine optische Faser geleitet und mittels einer Linse auf einen extrem kleinen Punkt fokussiert. Dies führt zu einem lokalisierten, sofortigen Schmelzen des Materials. Das geschmolzene Metall wird anschließend durch ein Schutzgas abgeführt. Dieses Verfahren zeichnet sich durch eine extrem hohe Energiedichte, geringe Schnittbreiten und eine minimale Wärmeeinflusszone aus.
Beim Plasmaschneiden wandelt ein Hochtemperatur-Lichtbogen Gas in Plasma um und erzeugt so einen extrem heißen Plasmabogen. Dieser Plasmabogen schmilzt das Metall rasch, während ein Hochgeschwindigkeits-Gasstrom das geschmolzene Metall von der Schnittstelle wegbläst und den Schneidvorgang abschließt. Aufgrund seiner hohen Wärmeeinbringung eignet sich diese Technologie besonders für die Bearbeitung dicker Bleche.
Im Bereich der Dickblechverarbeitung haben beide Technologien ihre jeweiligen Vorteile, die Unterschiede treten jedoch besonders deutlich bei der Dünnblechverarbeitung hervor.
Im Bereich der Dünnblechverarbeitung ist die Schnittqualität oft der Faktor, der den Herstellern am meisten Sorgen bereitet.
Die Hauptunterschiede spiegeln sich in folgenden Aspekten wider:
Für präzise Dünnblechteile oder Produkte, die eine direkte Montage erfordern, bieten Metall-Laserschneidmaschinen klare Vorteile in Bezug auf die Qualität.
Generell sind die Anschaffungskosten für eine CNC-Laserschneidmaschine höher, während Plasmaschneidmaschinen günstiger sind. Die Anschaffungskosten machen jedoch nur einen Teil der Gesamtkosten aus; die langfristigen Betriebskosten verdienen besondere Beachtung.
In modernen Fertigungsanlagen wirkt sich die Produktionseffizienz direkt auf die Stückkosten aus. Daher ist auch die Schnittgeschwindigkeit von großer Bedeutung.
Die folgende Tabelle vergleicht die Schnittgeschwindigkeiten eines 6-kW-Faserlasers und eines 170-A-Plasmaschneiders beim Schneiden von 5–15 mm dicken Kohlenstoffstahlplatten:
Es ist offensichtlich, dass Faserlaserschneider beim Schneiden von Blechen mit einer Dicke von 5 mm oder weniger deutlich schneller sind als Plasmaschneider.
Beim Schneiden von Blechen mit einer Dicke von 10 mm oder mehr arbeiten Plasmaschneidanlagen jedoch mit höherer Geschwindigkeit. Für Hersteller mit hohem Produktionsvolumen wirkt sich dieser Effizienzunterschied direkt auf die Produktionskapazität und die Lieferzeiten aus.
Verschiedene metallische Werkstoffe reagieren unterschiedlich auf verschiedene Schneidtechnologien. Bei Kohlenstoffstahl ermöglichen beide Verfahren eine stabile Bearbeitung, Faserlaser liefern jedoch in der Regel eine höhere Schnittqualität. Edelstahl erfordert höhere Präzision und Kantenqualität. Hier ist Laserschneiden überlegen, während Plasmaschneiden oft Schwierigkeiten hat, die gewünschte Oberflächengüte zu erzielen. Bei hochreflektierenden Materialien wie Aluminium und Kupfer benötigen Faserlaser höhere Leistungen oder spezielle Optiken, um eine stabile Bearbeitung zu gewährleisten. Plasmaschneiden kann zwar Aluminium bearbeiten, liefert aber im Vergleich zum Laserschneiden typischerweise eine geringere Qualität und ist für hochreflektierende Metalle wie Kupfer weniger geeignet. Bei verzinktem Blech erzielt Laserschneiden eine gleichbleibende Qualität, während beim Plasmaschneiden schädliche Dämpfe entstehen können. Daher bietet Laserschneiden in Produktionsumgebungen, die die Bearbeitung verschiedenster Materialien erfordern, im Allgemeinen eine größere Flexibilität.
AORE hat zahlreiche technische Optimierungen im Bereich der Hochgeschwindigkeits-Dünnblechbearbeitung umgesetzt, wodurch die Anlagen sowohl hinsichtlich Effizienz als auch Stabilität herausragend sind.
In der Praxis findet die AORE-Anlage breite Anwendung in der Elektroschrankfertigung, der Metallmöbelindustrie und der dekorativen Metallverarbeitung. Diese Branchen erfordern typischerweise hohe Präzision, hohe Effizienz und hohe Produktionsvolumina, und die AORE-Anlage gewährleistet in diesen Szenarien eine gleichbleibende Bearbeitungsqualität.
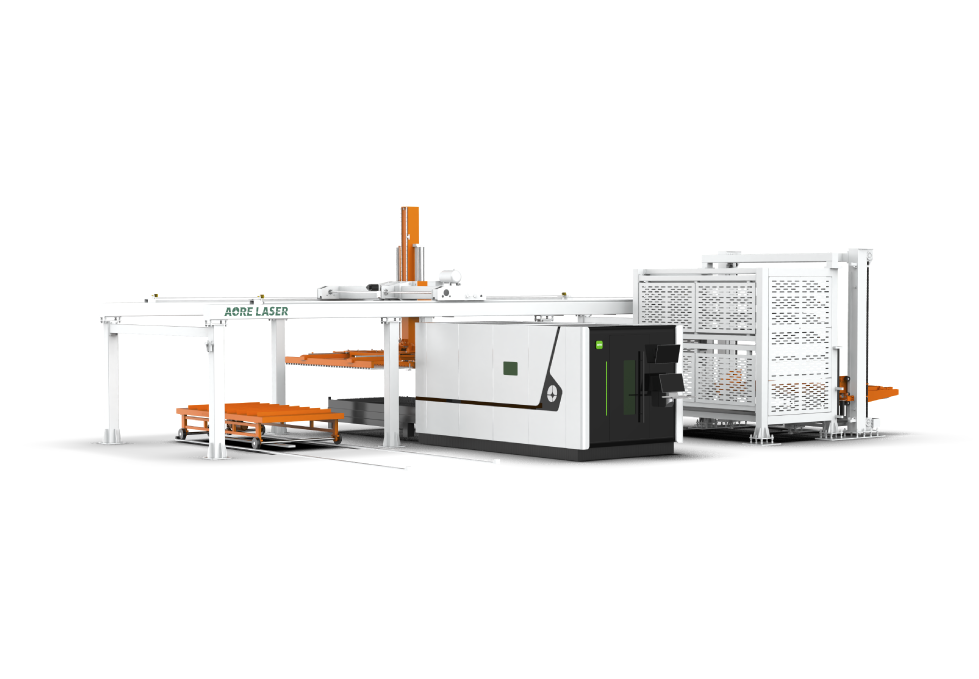
Ein repräsentatives Modell ist die AORE PU Hochgeschwindigkeits-Laserschneidmaschine mit Vollschutz für Bleche . Diese Maschinenreihe bietet deutliche Vorteile hinsichtlich Geschwindigkeit, Stabilität und Automatisierung.
Dank ihrer hochsteifen Bettkonstruktion und des Hochgeschwindigkeits-Portalsystems eignet sie sich ideal für die Hochgeschwindigkeitsbearbeitung dünner Bleche.
Die leichte Trägerkonstruktion minimiert die Auswirkungen der Trägheit bei Hochgeschwindigkeitsbetrieb.
Ein Servosystem mit hoher Dynamik gewährleistet Schnittpräzision auch bei komplexen Konturen.
Die vollständig geschlossene Schutzkonstruktion reduziert nicht nur die Rauch- und Staubemissionen und verbessert so die Werkstattumgebung, sondern erhöht auch die Betriebssicherheit.
Basierend auf den Gesamtvergleichsergebnissen bietet das Faserlaserschneiden in der Regel eine höhere Schnittqualität und Produktionseffizienz bei der Bearbeitung dünner Bleche. Unternehmen, die feinere Schnittkanten, weniger Nachbearbeitung und eine stabilere Produktion anstreben, treffen mit Faserlaseranlagen in der Regel die optimale Wahl. Bei der Bearbeitung dicker Bleche und begrenztem Budget kann das Plasmaschneiden eine sinnvolle Alternative darstellen. Für Unternehmen, deren Kerngeschäft die Bearbeitung dünner Bleche ist, lohnt sich die Investition in eine Faserlaserschneidanlage oft langfristig.
Unternehmen, die eine Modernisierung ihrer Anlagen oder eine Erweiterung ihrer Produktionskapazitäten planen, empfehlen wir, Stichproben-Schneidversuche durchzuführen, um präzisere Prozessdaten zu erhalten. Das technische Team von AORE berät Sie gerne bei der Anlagenauswahl und bietet Ihnen entsprechende Dienstleistungen, abgestimmt auf Ihre Materialart, Blechdicke und Produktionsmenge.
Ja, und die Ergebnisse sind hervorragend. Faserlaserschneidanlagen bieten höhere Schnittgeschwindigkeiten, glatte Schnittflächen und saubere Kanten mit praktisch keinen Graten. Daher finden sie breite Anwendung in der Küchengeräteindustrie, der Dekorationsbranche und der Medizintechnik.
Die Wärmeeinflusszone (WEZ) ist der Bereich auf einer Metalloberfläche, der nicht geschmolzen ist, aber aufgrund der beim Schweißen oder Schneiden entstehenden hohen Temperaturen Veränderungen in der Mikrostruktur und den Eigenschaften erfahren hat.
Für diesen Prozess wird generell die Verwendung einer Faserlaserschneidmaschine empfohlen. Um die Beschichtung zu schonen, sollte die beschichtete Seite zuerst bearbeitet werden, wobei die unbeschichtete Seite nach unten zeigt. Zusätzlich empfiehlt es sich, eine pneumatische Stütze an der nach unten zeigenden Seite anzubringen, um Kratzer durch die Maschinenhalterung zu vermeiden. Halten Sie beim Schneiden einen Abstand von ca. 10 mm zwischen Laserkopf und Material ein, reduzieren Sie die Leistung und führen Sie vor dem eigentlichen Schnitt einen Vorschnitt durch, um die Schutzfolie entlang der Schnittlinie zu entfernen.
Eine Laserschneidmaschine ist die empfohlene Wahl. Für das Schneiden komplexer Formen aus dünnen bis mittelstarken Blechen ist Laserschneiden in der Regel die geeignetste Technologie. Es bietet höchste Präzision, schmale Schnittfugen und saubere, gratfreie Kanten, wodurch die Nachbearbeitung oft entfällt.
AORE Laser auf der FABEX 2024: Führend durch Innovation
Aore Laser glänzt auf der AMW 2025 mit Premium-Schneidlösungen für den australischen Markt
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.