3-12kW
12-40kW
1.5-20kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
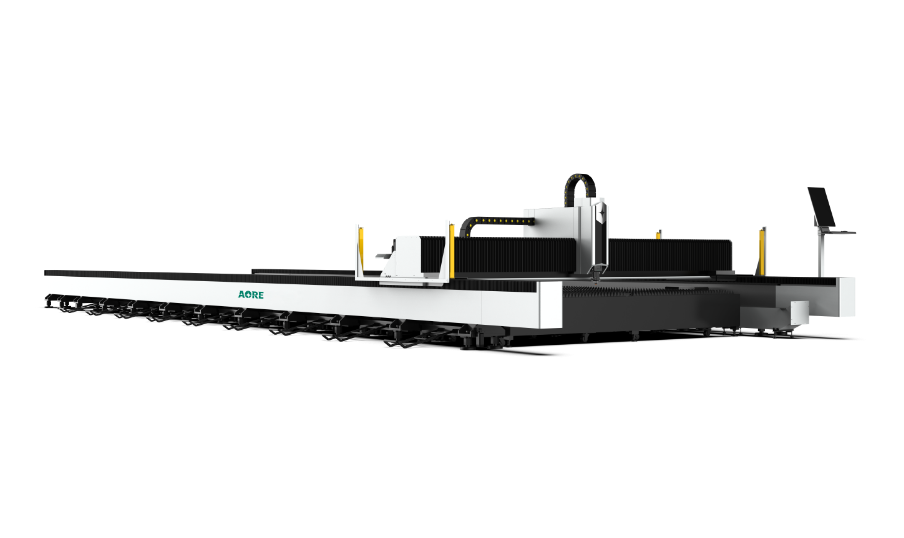
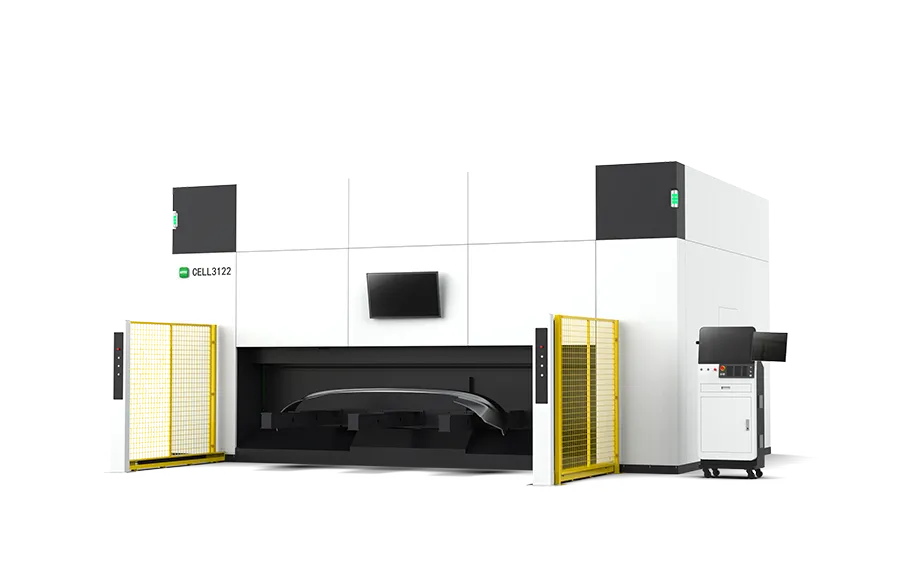
Vollständig schützende Hochgeschwindigkeits-Laserschneidmaschine für Bleche
All-in-One-Faserlaserschneidmaschine
Einzelplattform-Platten-Laserschneidmaschine
Hochgeschwindigkeits-Blechfaser-Laserschneidmaschine
Hochleistungs-Blech-Laserschneidmaschine
Vollschützende Faserlaser-Fasenschneidemaschine
Präzisions-Laserschneidmaschine für Bleche
Faserlaser-Schneidemaschine für Bodenschienenbleche
6-12KW
6-20kW
Hochgeschwindigkeits-Laserschneidmaschine für 3D-Fasenbearbeitung
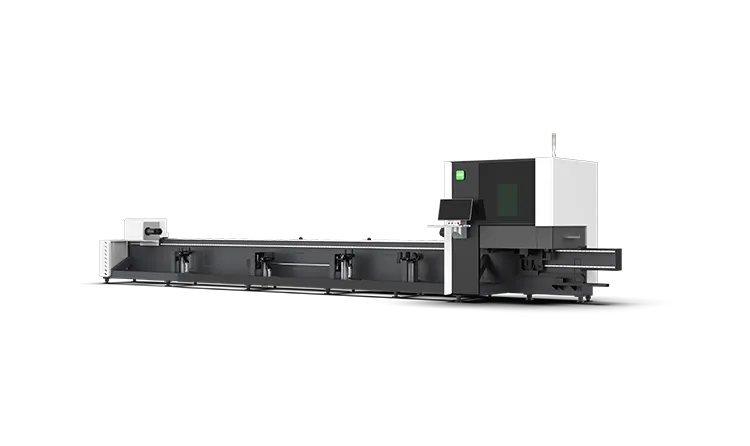
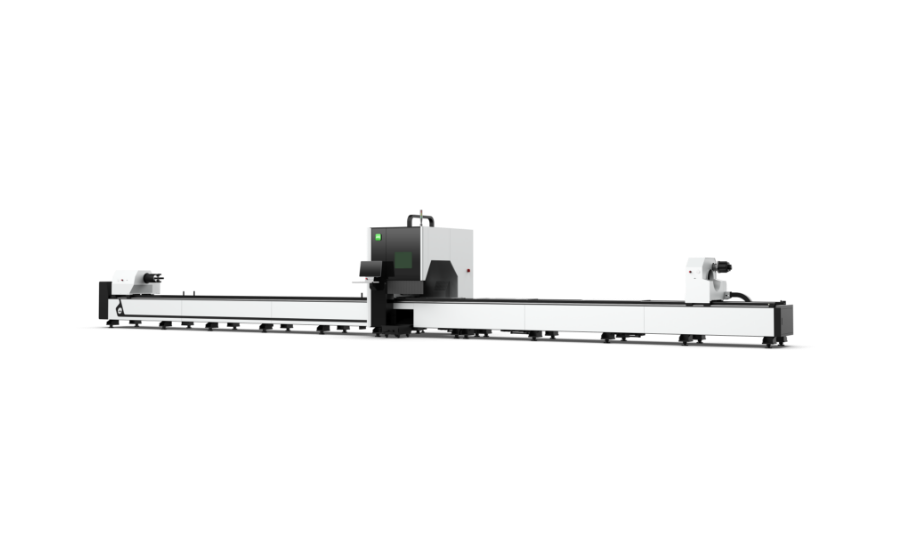
Hochgeschwindigkeits-Rohrlaserschneidmaschine
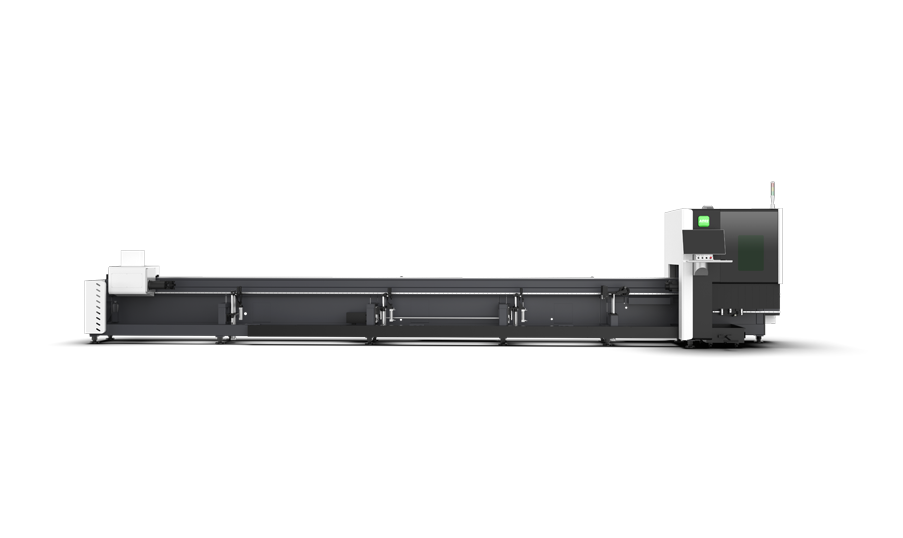
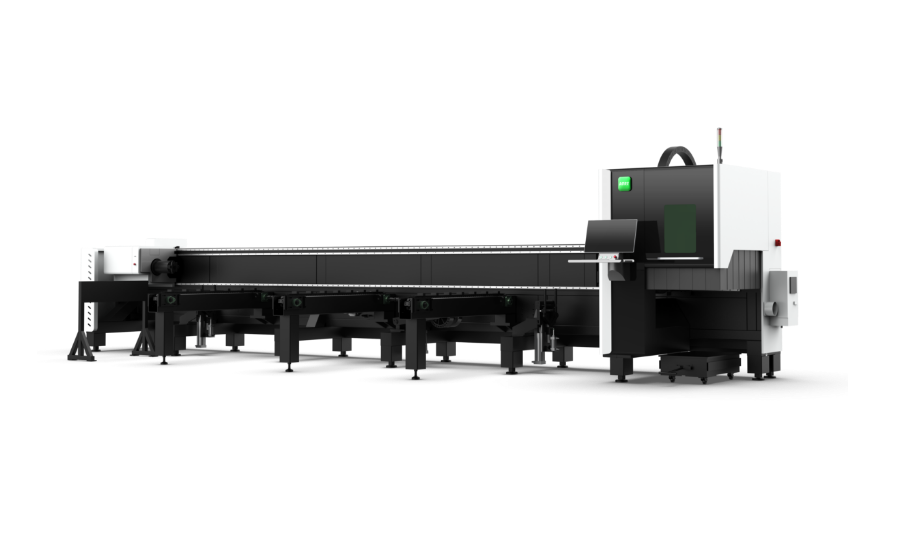
Effiziente Rohrfaserlaser-Schneidemaschine
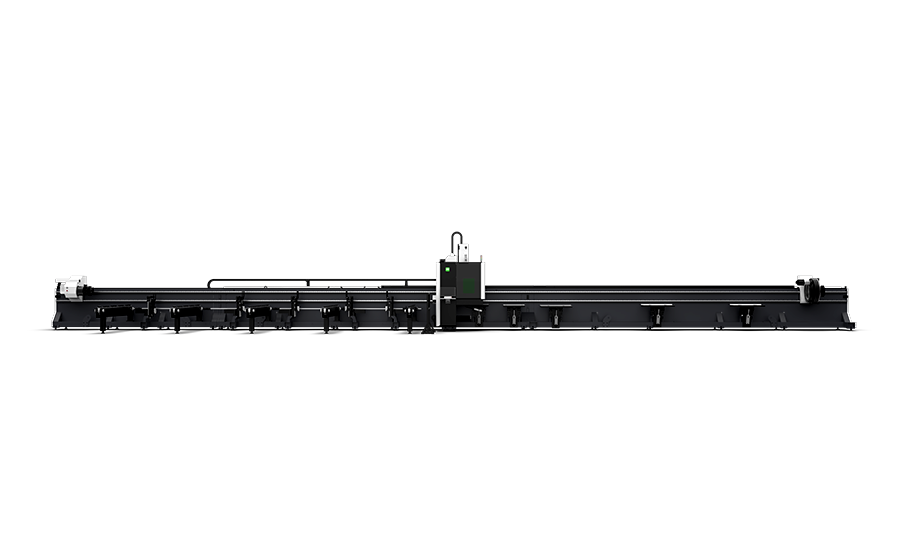
Dreispindel-Laserschneidmaschine für hochfeste Rohre
Dreispannfutter-Rohrfaserlaser-Schneidemaschine
Hochleistungs-Faserlaser-Rohrschneidmaschine mit vier Spannfuttern
Hochgeschwindigkeits-Rohrfaserlaser-Schneidemaschine
Doppelplattform-Faserlaserschneidmaschine für Bleche und Rohre
Effiziente Faserlaserschneidmaschine für Bleche und Rohre
3D-Fünf-Achsen-Faserlaserschneidmaschine
1.5-6kW
Automatisiertes Profilbe- und -entladesystem
Lagerbe-/-entlader für Bleche
Automatisches Blechladegerät
Automatische freitragende Blechladevorrichtung
Freitragende Blechladevorrichtung
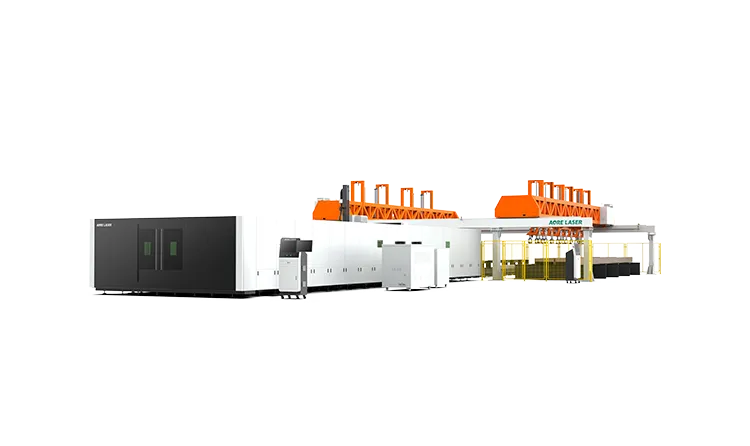
Intelligente Blechproduktionslinie
Produktionslinie zum Coil-Laserschneiden
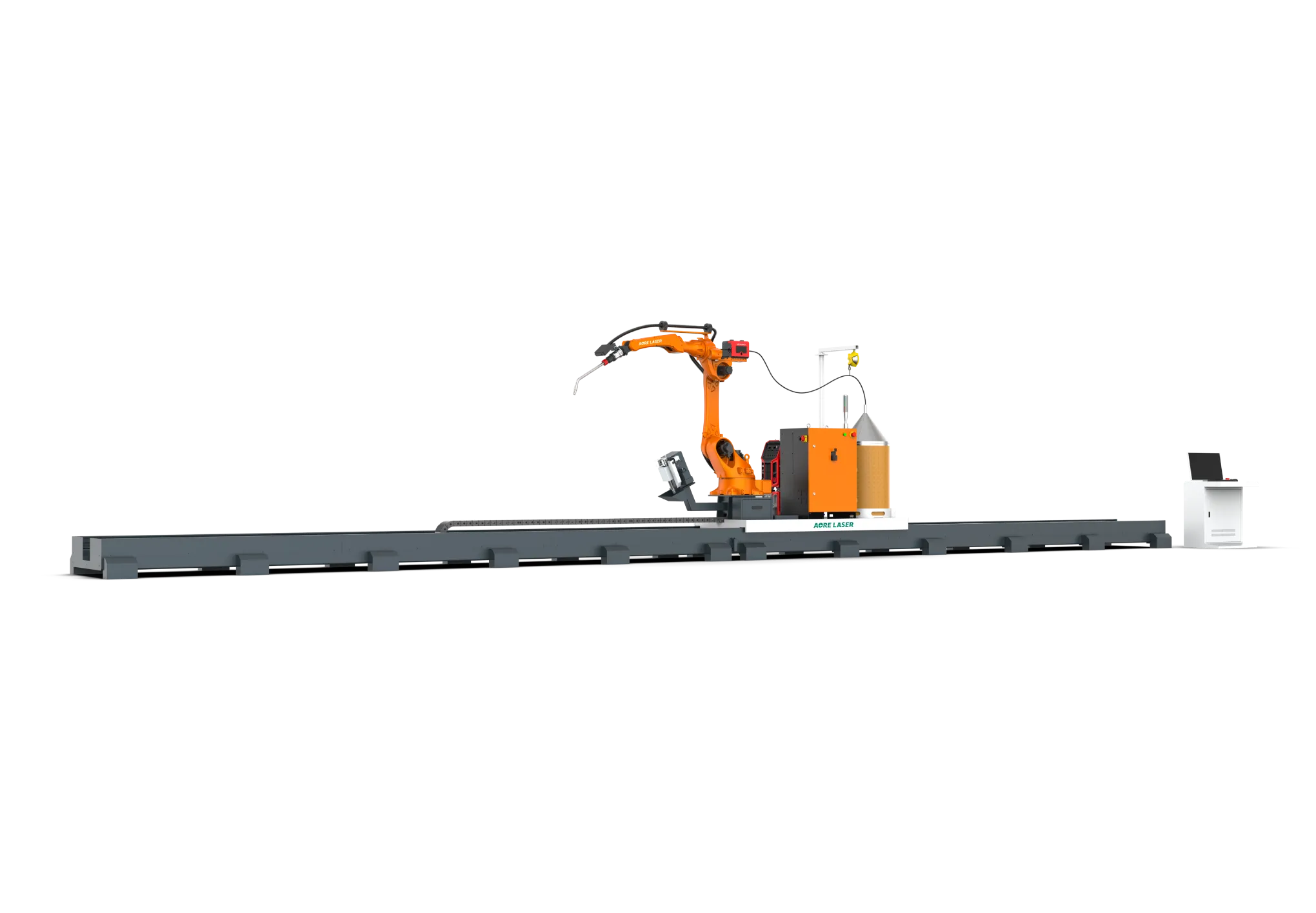
Intelligente Schweißstation
3kW
Wassergekühltes tragbares Laserschweißgerät
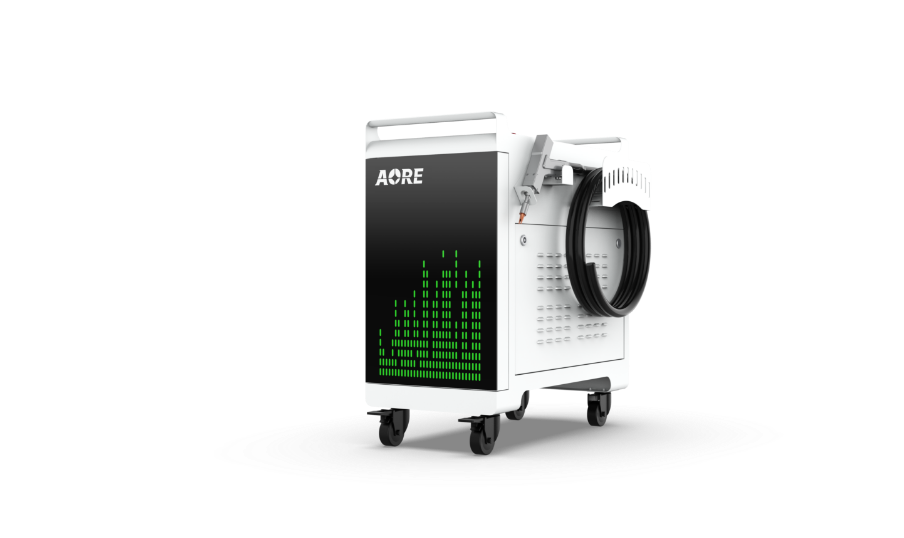
Wassergekühlte tragbare Laserreinigungsmaschine
* Name
* E-Mail
* Telefon oder WhatsApp
* Land
* Stadt
Unternehmen
* Schneidstoff
* Nachricht
In der Metallbearbeitung hat sich das Laserschneiden zu einem Standardverfahren entwickelt. Die beiden am weitesten verbreiteten Methoden sind das Faserlaserschneiden und das CO₂-Laserschneiden. Beide sind ausgereifte und zuverlässige Technologien, eignen sich jedoch für unterschiedliche Anwendungsbereiche. Faserlaserschneidanlagen sind aufgrund ihrer höheren Effizienz, des geringeren Wartungsaufwands und der besseren Präzision im Allgemeinen besser für das Schneiden von Metallen geeignet. CO₂-Laser hingegen sind weiterhin für nichtmetallische Werkstoffe und bestimmte Anwendungen mit dicken Blechen geeignet.
Faktoren wie Materialart, Dicke und Produktionskapazitätsanforderungen beeinflussen die endgültige Entscheidung. Das Verständnis der Unterschiede zwischen diesen beiden Technologien hilft Unternehmen, fundiertere Entscheidungen zu treffen.
Faserlaser sind eine Art Festkörperlaser. Der Laserstrahl wird innerhalb der Faser erzeugt und mit einer Wellenlänge von ca. 1,06 μm direkt zum Schneidkopf geleitet. Dieser Wellenlängenbereich weist eine hohe Absorptionsrate in Metallen auf, was zu einer besseren Energieausnutzung führt. Die Geräte sind zudem relativ einfach aufgebaut und benötigen keine komplexen optischen Wege.
CO₂-Laser hingegen sind Gaslaser. Sie erzeugen Laserlicht mit einer Wellenlänge von 10,6 μm, indem sie CO₂-Gas mittels eines elektrischen Feldes anregen. Diese Wellenlänge wird von nichtmetallischen Materialien besonders gut absorbiert. Da das Licht nicht über Glasfaser übertragen werden kann, benötigt das System mehrere Spiegelsysteme zur Strahlführung, was zu einer komplexeren Struktur und einem höheren Wartungsaufwand führt.
Bei der Bearbeitung dünner Bleche bieten Faserlaserschneidanlagen einen deutlichen Geschwindigkeitsvorteil. Beispielsweise sind Faserlaser beim Schneiden von 1–6 mm dickem Edelstahl oder Kohlenstoffstahl typischerweise 2- bis 3-mal schneller als CO₂-Laser. Dieser Vorsprung führt direkt zu einer höheren Produktionskapazität, insbesondere in der Serienfertigung.
Bei einer Dicke von über 15 mm beginnt sich der Abstand zwischen den beiden zu verringern. In bestimmten Anwendungen mit dicken Blechen können CO₂-Laser dennoch eine stabile Leistung erbringen.
Im Hinblick auf die Leistungsentwicklung haben sich Hochleistungs-Faserlaseranlagen immer weiter verbreitet. Höhere Leistung bedeutet schnellere Schnittgeschwindigkeiten und ein breiteres Spektrum an Bearbeitungsmöglichkeiten.
Faserlaser erzeugen einen kleineren Fokusdurchmesser bei gleichzeitig höherer Energiekonzentration. Die Schnittfuge liegt typischerweise zwischen 0,1 und 0,3 mm, wodurch sie sich für die Präzisionsbearbeitung eignen. Der Materialverlust wird minimiert und komplexe Formen lassen sich leichter realisieren.
Eine kleinere Wärmeeinflusszone ist ein weiterer entscheidender Vorteil. Die Materialverformung wird reduziert und die Produktkonsistenz verbessert. Dies ist insbesondere in der Präzisionsfertigung von entscheidender Bedeutung.
Im Bereich des Dickblechschneidens bieten CO₂-Laser nach wie vor Vorteile. Beim Schneiden von Kohlenstoffstahl mit einer Dicke von über 20 mm ist die Schnittfläche ebener und weist weniger Schlacke auf, was die Nachbearbeitung erleichtert.
Faserlaserschneidanlagen bieten deutliche Vorteile bei der Metallbearbeitung, insbesondere bei hochreflektierenden Materialien wie Kupfer, Aluminium und Messing. Diese Materialien stellen für CO₂-Laser eine größere Herausforderung dar und können sogar ein Reflexionsrisiko bergen.
CO₂-Laser erzielen bessere Ergebnisse bei der Bearbeitung nichtmetallischer Werkstoffe. Materialien wie Holz, Kunststoff und Acryl lassen sich mit bewährten Bearbeitungstechniken hervorragend schneiden und liefern glatte Schnittkanten.
Faserlaserschneidmaschinen zeichnen sich durch einen einfachen Aufbau und geringen Wartungsaufwand aus. Sie benötigen weder Gaswechsel noch häufige Justierungen des optischen Pfades, was sie insgesamt komfortabler in der Anwendung macht.
CO₂-Lasersysteme erfordern regelmäßige Wartung, einschließlich Gaswechsel, Spiegeljustierung und Resonatorreinigung. Diese Arbeiten erhöhen Ausfallzeiten und Wartungskosten.
Auch beim Energieverbrauch ist der Unterschied signifikant. Faserlaser erreichen einen elektrooptischen Wirkungsgrad von 30–40 %, während CO₂-Laser typischerweise zwischen 10–15 % liegen. Das bedeutet, dass Faserlaseranlagen langfristig energieeffizienter sind.
Die Preisgestaltung von Laserschneidanlagen wird maßgeblich von der Leistung, der Schnittfläche und den Automatisierungskonfigurationen beeinflusst. Im Allgemeinen erfordern Faserlaserschneidanlagen eine höhere Anfangsinvestition.
Langfristig gesehen bieten Faserlaser jedoch eine höhere Effizienz und geringere Wartungskosten, sodass sich die Investition in der Regel innerhalb von 1–3 Jahren amortisiert.
CO₂-Maschinen haben niedrigere Anschaffungspreise, aber höhere Betriebskosten, wodurch sie sich eher für bestimmte Anwendungen oder Szenarien mit begrenztem Budget eignen.
Wenn Ihr Hauptaugenmerk auf der Bearbeitung dünner Metallbleche liegt und Effizienz Priorität hat, sind Faserlaser die unkompliziertere Wahl. Bei einer Produktion mit einem hohen Anteil an nichtmetallischen Werkstoffen bleibt CO₂ eine stabile und zuverlässige Lösung.
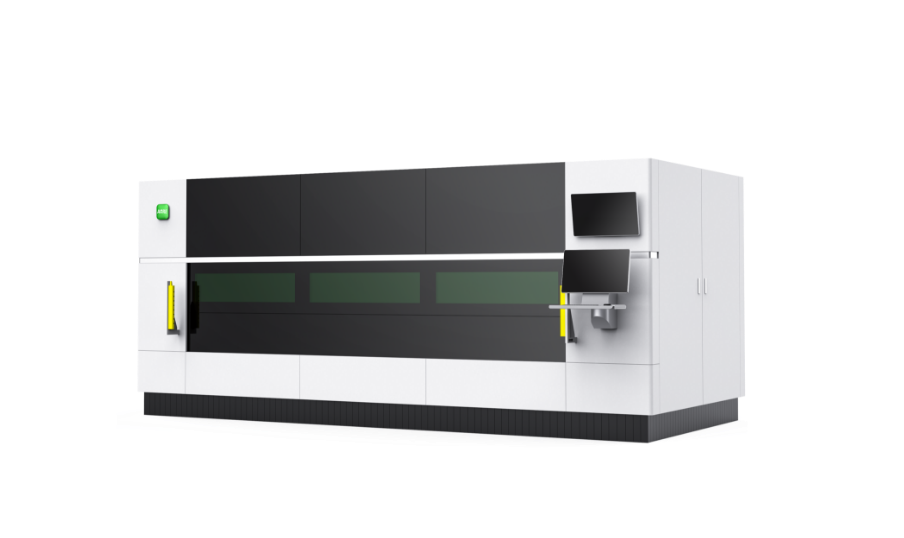
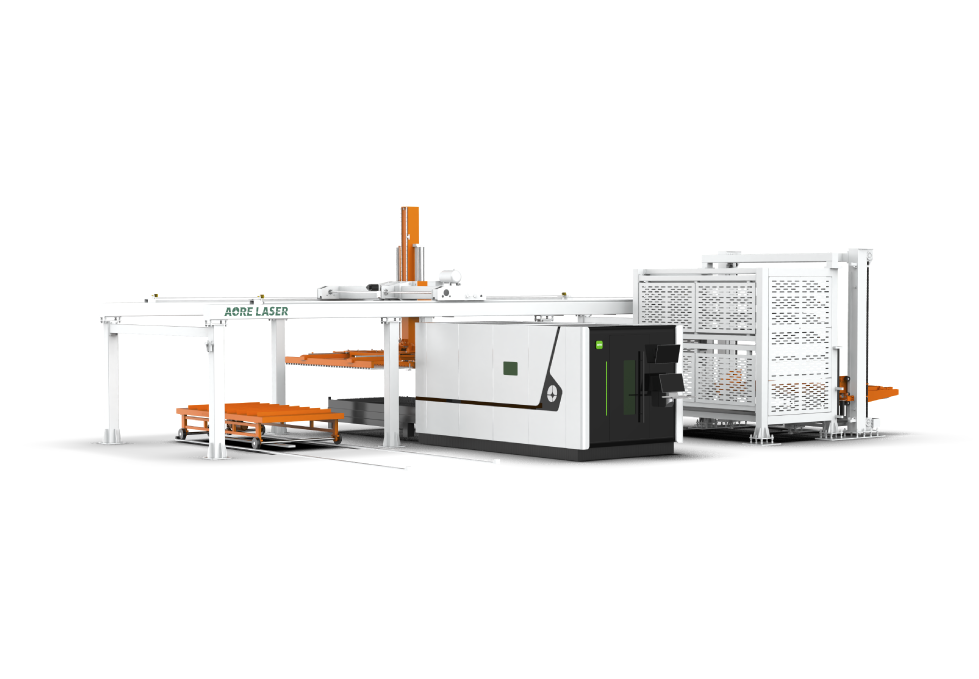
Neben der Standardmaschinenauswahl sollten Sie, wenn sich Ihr Bearbeitungsschwerpunkt auf mitteldicke bis dicke Bleche verlagert und Sie gleichzeitig Effizienz und Automatisierung beibehalten möchten, spezialisiertere Lösungen in Betracht ziehen. Geschlossene Faserlaserschneidmaschinen, wie beispielsweise die PG-Serie von AORE LASER, sind eine solche Option.
Die PG-Serie ist speziell für die Bearbeitung dicker Bleche optimiert. Das Maschinenbett zeichnet sich durch eine robustere Konstruktion aus, typischerweise mit hoher Steifigkeit und einem Doppelträgerrahmen, wodurch thermische Verformungen bei längerer Bearbeitung minimiert und eine gleichbleibende Präzision gewährleistet werden.
Unter Hochleistungsbedingungen sind hitze- und ablationsbeständige Konstruktionen gleichermaßen wichtig. Diese Verbesserungen erhöhen die Zuverlässigkeit der Anlagen und machen die Maschinen für den Dauereinsatz in der Produktion geeignet.
Die Sicherheitsmerkmale der Laserschneidanlagen der PG-Serie wurden ebenfalls verbessert. Die vollständig geschlossene Konstruktion isoliert Laserstrahlung und -dämpfe und ermöglicht gleichzeitig das automatisierte Be- und Entladen. In Kombination mit Antikollisionssystemen und dynamischen Überwachungsfunktionen reduzieren diese Merkmale das Risiko von Störungen und den Wartungsaufwand.
Diese Anlagen eignen sich besonders für Branchen wie Baumaschinen, Stahlbau und Schwerlastausrüstung. Diese Anwendungen umfassen typischerweise die Bearbeitung dicker Bleche und erfordern hohe Stabilität. Herkömmliche CO₂-Maschinen stoßen an ihre Effizienzgrenzen, während Standard-Fasermaschinen unter Umständen nicht die erforderliche Festigkeit aufweisen. Spezielle Lösungen für die Bearbeitung dicker Bleche schließen diese Lücke effektiv.
Faserlaser- und CO₂-Laserschneidanlagen haben jeweils ihre spezifischen Anwendungsbereiche. Die eine eignet sich besser für die hocheffiziente Metallbearbeitung, die andere bietet Vorteile bei nichtmetallischen Werkstoffen und bestimmten Anwendungen mit dicken Blechen. Da sich die Anforderungen an die Bearbeitung stetig weiterentwickeln, wird die Auswahl der Anlagen immer spezialisierter. Für Unternehmen, die auf die Bearbeitung dicker Bleche und Hochleistungsanwendungen umsteigen, kann der Einsatz spezialisierter Faserlaserlösungen die Gesamtleistung der Produktionslinie verbessern und langfristiges Wachstum fördern.
Häufig gestellte Fragen
1. Ist ein Faserlaserschneider besser als ein CO₂-Laserschneider?
Beide haben ihre Stärken. Faserlaser eignen sich hervorragend für das schnelle und präzise Schneiden von Metallen (Stahl, Aluminium, Messing) und weisen niedrigere Betriebskosten auf, während CO₂-Laser sich besonders gut zum Schneiden und Gravieren organischer Materialien (Holz, Acryl, Textilien) und dickerer Materialien eignen.
2. Wie lange ist die Lebensdauer einer CO₂-Lasermaschine?
Eine CO₂-Lasermaschine kann 5 bis 10 Jahre halten, aber die Laserröhre ist ein Verschleißteil mit einer kürzeren Lebensdauer, die je nach Typ typischerweise zwischen 1.500 und über 10.000 Stunden liegt.
3. Welche Art von Ausrüstung eignet sich besser für kleine und mittlere Unternehmen?
Wenn die Metallverarbeitung die primäre Anwendung ist, bieten CNC-Faserlaserschneidmaschinen ein besseres langfristiges Preis-Leistungs-Verhältnis.
4. Kann man Kunststoff mit einem Laser schneiden?
Ja, viele Kunststoffarten lassen sich laserschneiden, am effektivsten mit einem CO₂-Laser.
Pakistan Industrial Expo 2024 erfolgreich abgeschlossen
AORE schließt erfolgreiche Teilnahme an der EuroBLECH 2024 in Deutschland ab
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.